

A new separator, pump and mixer have greatly improved slurry handling at a popular village-based dairy farm in Warwickshire.
Slurry from 105 Holsteins had become an ongoing challenge at Chesterton House Farm in Harbury, near Royal Leamington Spa, with it typically being too runny to put into spreaders and too thick to pump.
George Clarke who is in a business partnership with Louise Trice who owns the farm, said:
“To be fair, what we had before was just a pit that all the scrapings and everything went into, so it was a mess. We could see the compaction in the fields (200 acres) at silage time, with all the wheel marks from the spreader, where the grass hadn’t grown as it should have.”
George contacted Midland Slurry Systems of nearby Shipston-on-Stour, who have been working with Chesterton House Farm since before 40-year-old George was born.
He added: “Seeing big puddles being made everywhere from the spreader wasn’t good at all, so as part of us wanting to keep the farm moving forward, we knew it was time to make changes.”
Looking for a simple, cost-effective system that would largely take care of itself, George worked closely with Giles Russell at Midland Slurry Systems to introduce an EYS separator to mechanically separate the solid and liquid fractions of the fibre-rich slurry.
An integral part of the package also includes a 7.5kW Landia Chopper Pump to continuously reduce particle sizes as it transfers slurry up from the new 4m x 4m, 2m deep reception tank, that receives slurry through a new sewerage channel. The slurry (approximately 10% dry matter) in this vessel is kept fresh and homogenised by a 5.5kW Landia mixer. Installation, which was completed within three days, also included an ultrasonic level sensor for the reception tank, so that the new slurry system can work automatically, processing about 9m3 of slurry per day.
‘Good job of uniformly homogenising the slurry’
Giles Russell from Midland Slurry Systems, said:
“Because the Landia mixer does such a good job of uniformly homogenising the slurry, the fibre portion rides along the front of the auger and slides along the screen, keeping it clean. We’ve also developed a way of programming the separator, so that it is reversible, which prolongs its lifetime. We also know that Landia pumps and mixers will keep on running and running.”
George Clarke, who began working on the farm at weekends when aged 13, continued; “The only thing that will cause a problem is incidental solids that you get on any farm. So far, we’ve had a load of string, and when we got a bit keen trimming back our conifers, but overall, the whole system is very reliable indeed and frees up time. The Landia mixer kicks in first for a few minutes, getting a good swirl going to blend the slurry. Then the Landia Chopper Pump and the separator kick in. When it was wet last winter, the system would run every day, and now every three to four days when it is drier. Even if the slurry is reasonably thick, the system only needs to run for a couple of hours; less of course if it is thinner. And since we invested in 50kW of solar panels, it doesn’t cost a lot to run. Everything is very reliable, and if we ever need any advice or help, Midland Slurry Systems are always there for us.”
‘Noticeable improvement in grass growth’
Liquid slurry is pumped to the farm’s new 75m x 35m x 4.5m deep lagoon by a separate pump, whilst the dry matter from the separator is sent to a nearby arable farmer.
George Clarke added: “We expect to see a very noticeable improvement in grass growth for silage, and a reduction in the amount of bagged fertiliser we have to buy, which will be a big benefit.”
Each cow at Chesterton House Farm produces around 10,000 litres of milk pa, which goes to Arla, but the introduction of some vending machines has not only brought in some additional revenue, but at its location in the centre of the village, has shown many local people that the farm has a very valuable role to play. The success of the fresh milk from the vending machines (up to 1,000 litres sold per week) has seen George and Heather add a coffee machine, as well as sell products such as eggs, yoghurt and cakes at what has become a very popular hub and meeting place.
“It’s definitely improved our relationship with the village,” said George. “People now have much more of an idea of the work we do.”

Positioning maintenance as a core capability to support reliability, scale, and operational excellence
Building the foundation for reliability and scale
Operating across multiple terminals in Germany (Bremerhaven, Hamburg, and Wilhemshaven), EUROGATE Technical Services is responsible for maintaining complex and mission critical infrastructure, serving not only EUROGATE terminals but also other terminal operators.
With increasing technical complexity and rising expectations around availability, reliability and cost efficiency, the organization recognized the need for a more structured and data driven approach to maintenance.
Historically, maintenance processes were strongly focused on execution. While this delivered important improvements, it became clear that the next step required deeper insights into asset performance and lifecycle management. With a clear understanding of what was required to modernize EUROGATE Technical Services’ maintenance operations, Ultimo was selected for its usability, mobility, and data transparency, something lacking in the existing system landscape.
Enabling a reliability-driven operating model
The decision to implement Ultimo reflects EUROGATE Technical Services’ ambition to move toward a reliability driven operating model. The platform will support structured maintenance planning, incident management, and transparent documentation, while enabling data driven decision making across the organization. A key element of the transformation is the introduction of mobile working for approximately 450 technicians in the field. By providing technicians with direct access to information at the point of execution, EUROGATE Technical Services aims to improve efficiency, data quality and responsiveness in daily operations.
“Implementing a modern asset management platform like Ultimo enables a new standard of reliability, transparency and operational excellence,” said Stefan Jann, Managing Director of EUROGATE Technical Services.
Ultimo, a certified SAP partner, will operate alongside SAP ERP, which remains the backbone for financial and administrative processes. This integrated setup ensures end to end consistency while allowing each system to focus on its core strengths.
The transformation is being rolled out in phases across EUROGATE’s terminals, allowing the organization to learn and improve step by step. This approach supports a smooth transition while building internal capabilities and embedding new ways of working.
Ultimo’s trusted partner MaxGrip will support EUROGATE Technical Services with the implementation, translating its asset management ambitions into practical improvements. And through its approach of combining strategic expertise with hands-on experience, MaxGrip will help ensure the program goes beyond system implementation to deliver measurable performance gains, organizational development, and long-term value creation. Not only will MaxGrip implement the system, but they will also help EGTS to embrace the best practices of asset management, manage the transition from the current EAM system, and enable a successful system integration
Steven Elsham, Ultimo CEO, summarized his excitement, “For EUROGATE Technical Services, maintenance is not just a support function. It’s a strategic capability that creates measurable value. And by strengthening its asset management foundation with Ultimo, EUROGATE Technical Services are building a future-ready technical operation that can support growing volumes, increasing complexity and higher performance expectations. We look forward to supporting them on that journey.”
This initiative marks a significant step toward a more resilient, efficient and data driven EUROGATE Technical Services, where asset management plays a central role in delivering operational excellence across its terminal network. “Ultimo will be a key enabler of digital asset management. Future priorities include advanced analytics and AI-supported performance optimization. We also want to move toward predictive maintenance,” concludes Stefan Jann.

Industrial process heating specialist Babcock Wanson UK has launched a new Hybrid Add-on electric boiler to the UK market, designed to integrate seamlessly with existing gas or oil fired steam boilers, enabling customers to electrify their operations without making existing assets redundant.
Developed by Standard Fasel, part of the Babcock Wanson Group, the modular low-voltage Hybrid Add-on boiler provides an accessible and practical route to electrification. Rather than requiring full boiler replacement, the system connects directly into the existing installation, providing additional steam capacity using electricity while reducing fossil fuel consumption and associated emissions. This approach allows businesses to protect previous capital investment, minimise disruption, and take meaningful steps toward lower-carbon operation.
The Hybrid Add-on has been specifically designed to support long-term future proofing. By allowing operators to switch flexibly between fuel and electricity depending on energy prices and availability, the system supports resilience in an increasingly complex energy landscape. It can also utilise periods of surplus renewable electricity, helping organisations align with sustainability targets while contributing to smarter energy use.
Available in modular 200 kW, 400 kW and 800 kW versions, the compact units can be connected to a standard 400 V electrical supply and feature unlimited turndown, natural circulation with no pumps required, and minimal integration requirements. The design ensures fast, low-risk implementation with limited impact on existing boiler house infrastructure.
The launch builds on Babcock Wanson’s wider strategy of supporting industrial customers through the energy transition with practical, engineered solutions. It complements the company’s range of electric boilers and hybrid technologies, reinforcing its position as a partner for organisations seeking to decarbonise while maintaining operational performance.
“With many industrial sites, the challenge is not a lack of ambition around decarbonisation, but the fear of stranding valuable assets,” said Etienne Fourie, Technical Sales Manager for Babcock Wanson UK’s Process Engineering Division. “The Hybrid Add-on boiler addresses this directly. It enables businesses to electrify their steam systems in a pragmatic way, reducing emissions today while keeping their existing equipment productive and future-ready.”
The new Hybrid Add-on boiler is available in the UK through Babcock Wanson. For more information and a copy of the new brochure, contact Etienne Fourie at Babcock Wanson at
This email address is being protected from spambots. You need JavaScript enabled to view it. or on + 44 (0)20 8953 7111.

Global hydraulic and industrial hose solutions leader replaces static catalogues with a single, intelligent source of digital product truth
Hydroscand today announced it has implemented Akeneo Digital Showroom to transform how it manages and distributes complex product information across its global markets.
Hydroscand is a leading provider of hydraulic and industrial hose solutions with a strong local presence supported by global expertise managing a catalogue of more than 30000 products. To minimize customer downtime in 20+ countries the requirement for accurate product information is critical.
Previously, product information was distributed across catalogues, PDFs and an eCommerce site, while service technicians in the field often relied on printed materials that were not always fully up to date. The approach created challenges around data accuracy, maintenance and speed when launching new products or updating technical specifications.
Hydroscand implemented Akeneo’s Product Cloud to centralise product information and create a single version of the truth across all channels. As part of the project, Hydroscand worked closely with Akeneo on the development of its Digital Showroom solution, designed to make complex product discovery faster and more precise for sales teams, distributors and customers.
“Hydroscand’s products are technically complex, which means precision is absolutely critical,” said Linda Löfstedt Karlsson, Head of Product Information and System Owner for Akeneo at Hydroscand. “When a distributor, engineer or technician wants to find a product, they must be confident they have found exactly the right product. By working with Akeneo to build our Digital Showroom, we have created a platform where finding the correct product is now faster, easier and significantly more precise.”
Using Digital Showroom, Hydroscand now manages all product information centrally, ensuring that product management, marketing and sales teams are working from the same dataset.
The system supports collaboration across internal teams and simplifies the process of enriching product information, managing translations and distributing consistent data across digital channels and partner ecosystems.
“Our collaboration with Akeneo has been a perfect journey,” continued Karlsson. “The team has been incredibly open-minded when it comes to feedback and very fast to respond. That co-creation process meant we were able to build exactly what we needed rather than trying to force our processes into a rigid system.”
The transformation also marks the end of Hydroscand’s reliance on printed catalogues. With product information now centrally managed and continuously updated, the company plans to phase out catalogue production entirely, a move that will significantly reduce production time, costs and environmental impact while ensuring customers always access the most current information.
Hydroscand is also developing a mobile application to support technicians working in the field, enabling them to access accurate product information wherever they are.
“Industrial companies are under growing pressure to deliver the same level of product discovery and accuracy that customers expect in consumer eCommerce,” said Romain Fouache, CEO of Akeneo. “The way Hydroscand is using Akeneo Digital Showroom shows how powerful that transformation can be when complex product data is properly structured and managed. With Akeneo as a single source of product truth, Hydroscand can provide faster search, consistent information across channels and a much stronger experience for distributors, technicians and customers worldwide.”
“In the future we expect search to feel more like working with a knowledgeable colleague,” said Karlsson. “AI will help us guide users more intelligently through complex product choices, making it even easier to find exactly what they need.”

Print everything you need, where you need it! With the first transportable printer to deliver 101.60 mm wide labelling without cords or limits. Automated identification and data capture specialist Brady Corporation launches a new type of hybrid label printer that offers industrial label printing performance in a cordless, portable design.
Larger labels
Brady´s new BradyPrinter i4311 is designed to bridge the gap between stationary benchtop label printer power and mobile flexibility. A well-known limitation for most mobile label printers is the maximum width of the label. Brady´s i4311 marks the new maximum label width at 101.60 mm for connected label printing systems that retain true portability.
The larger print width brings a lot more applications into the mobile label printing range, including perforated work-in-progress tags, common size rating plates and larger cable tags, wraps, sleeves, asset labels, component labels and GHS-compliant chemical labels.

Cut the cord
No need to look for power outlets with the i4311. The printer is powered by a battery that can handle 5000 large labels on a single charge. Swapping batteries has been made easy and they can be charged in 3.5 hours.
Easy to integrate
The new BradyPrinter i4311 can print labels from phones, tablets and laptops, and even from central company systems using Brady´s software development kit or ZPL support. In addition to Wi-Fi and Bluetooth connectivity, the i4311 also features ethernet and USB-C connections.
The printer´s on-board 7´´ (17.78 cm) touch screen offers both on-device support as well as the capability to print labels directly from the printer. Users can store on average different 85 000 label templates in the printer that can be completed with an on-board ´fill in´ option, fully responsive to your touch.
Industry feedback
Brady also revealed i4311 printer features that were developed with close involvement from the company´s long-standing customers. As a result, the printer´s footprint was limited to 23 x 23 x 33 cm and 5.9 kg and the device´s easy-to-grip handle was optimised.
A battery-saver was also added for when the printer is not in use and battery-swapping was made even easier.

Portable benchtop
Right in the middle of Brady´s mobile label printer and industrial benchtop label printer line ups now sits the BradyPrinter i4311: a portable printer with the company´s benchtop industrial printing capabilities.
Compatible with more than 1300 Brady label parts, the i4311 can print on a majority of Brady´s reliable, laboratory-tested label materials. Just like other Brady printers the i4311 includes LabelSense technology to automatically set label material burn, size and pre-print settings as soon as a label roll is loaded.
The company´s newest label printer also works with a host of free Brady Express Labels mobile apps. These enable users to select text in an image file for example, and import it for printing on a label. Or to read barcodes with a phone and send them to the printer. With a commanding voice, labels can even be printed completely hands-free, using BradyVoice, a smartphone microphone and the BradyPrinter i4311.

Industrial superfinishing is defined by a wide range of highly specialized processes – from grinding and honing to superfinishing, lapping, and polishing. With sister companies such as Nagel Technologies, Gehring Technologies, Gehring Diato, KADIA, FLP Microfinishing, O.ERRE.PI. and ELGAN, the Nagel Group brings together this full spectrum of technologies in a uniquely comprehensive portfolio.
In theory, this setup enables seamless coverage of the entire superfinishing value chain – from grinding and honing to superfinishing, lapping, and polishing. Tooling plays a pivotal role: companies such as Gehring Diato and ELGAN develop cutting and abrasive tools based on diamond, CBN, or ceramic materials, each tailored to the specific technology and machining task. The portfolio ranges from grinding wheels for machining hard-coated brake discs to advanced cutting materials designed to generate friction-optimized surfaces.
One roof, many technologies – and the freedom to choose the best solution
The real strength of the Nagel Group, however, lies not only in its technological breadth, but in the structured interaction between its sister companies. Machines, tools, process expertise, and component know-how remain integrated within a single system. For users working with sensitive components – in industries such as automotive, hydraulics, defense, e-mobility, and aerospace – this translates into shorter coordination paths, significantly reduced project complexity, and clear overall responsibility for the machining result, even across multiple technologies.
Process integration in practice: how users benefit from end-to-end solutions
How this technological breadth translates into real-world applications becomes particularly evident in implemented projects across various industries. What matters is not the individual technology, but the targeted combination aligned with specific component requirements.
A case from the aerospace sector illustrates this approach: an international airline group relocated the maintenance of selected axial piston pumps into its own production. The technical focus was on machining function-critical components, particularly the interaction between raceways and pistons. The solution was realized through the coordinated interplay of honing technology from KADIA and superfinishing processes from Nagel Technologies. By directly linking both processes, a stable and reproducible surface quality was achieved – without additional interfaces.
A comparable approach can be seen in the automotive sector at a leading manufacturer of automatic transmissions. Here, too, the process chain is based on the combination of KADIA honing and Nagel superfinishing. In addition to the precise alignment of machining steps, peripheral systems such as cooling and filtration technology were jointly utilized. This integrated process design enabled cost-efficient series production while meeting demanding requirements in terms of dimensional accuracy and surface functionality.
In the bearing industry, the breadth of the portfolio becomes particularly evident. Grinding processes from O.ERRE.PI. are combined with superfinishing technologies from Nagel Technologies to ensure reliable machining of critical components such as inner and outer rings. Additional process steps can be integrated within the group, enabling the mapping of nearly the entire mechanical process chain for bearing production.
Across all examples, one key insight emerges: technical performance is not the result of isolated processes, but of their intelligent integration – precisely aligned with the component, its function, and the production environment.
Technology Diversity as a Modular System for Precision Process Solutions
How this technological breadth translates into high-performance process solutions becomes evident at the machine level—and, above all, in the interaction of individual technologies:
FLP Microfinishing GmbH demonstrates at the GrindingHub, with its new HE series—particularly the HE540—how multiple superfinishing processes can be integrated into a single machine. Fine grinding, lapping, and polishing are combined within a compact architecture specifically designed for thin-walled and geometrically demanding workpieces. By linking planetary processing systems with fine grinding technology, an exceptionally uniform material removal is achieved alongside superior surface quality.
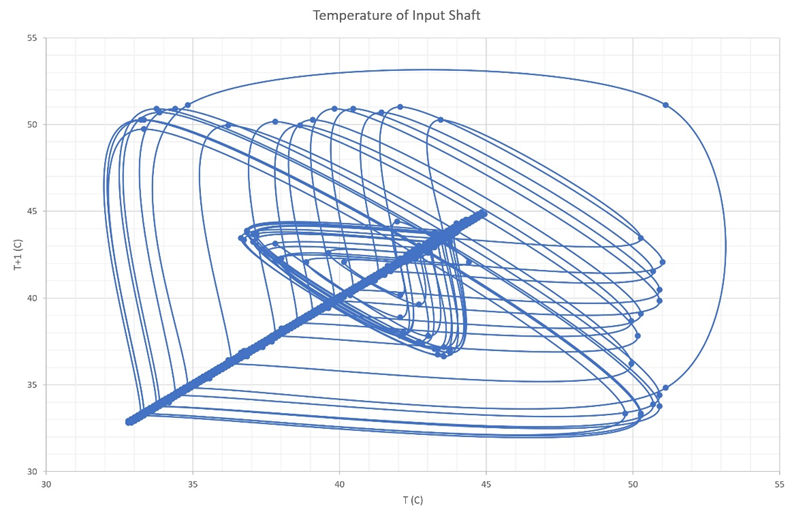
For users, the decisive factor is not only precision but process stability: multiple machining steps can be realized within minimal space, without additional interfaces or part transfers. At the same time, the machine is fully geared toward connected production. End-to-end interfaces enable the acquisition and integration of process data across the entire machining chain. Combined with data-driven and AI-supported analytics, this creates a self-learning system that not only monitors processes but continuously optimizes them—a clear advantage for high-volume manufacturers with stringent requirements for transparency and reproducibility.
In the field of honing, Gehring Technologies presents the Deephone 2000, a horizontal honing machine designed for internal diameters ranging from 20 to 600 mm. The combination of internal cooling supplied directly to the point of engagement and in-process measurement—supported by a specially adapted control system (GHC – Gehring Honing Control)—ensures thermally stable machining with continuous process monitoring.
For large, repeatable production volumes, the adapter rod can optionally be equipped with an air supply system. In interaction with the tool, this enables continuous measurement via air back-pressure sensing, with real-time comparison against the honing control system and immediate corrective action where necessary. The key differentiator lies in the closed control loop: tool, machine, metrology, and digital analytics are seamlessly interconnected so that deviations are not only detected but instantly compensated. For users, this results in significantly reduced process variation and greater planning reliability in series production.
KADIA Produktion GmbH + Co. KG complements this spectrum with the second generation of the E line. This ultra-compact precision honing machine targets applications requiring economically efficient high-performance honing. At its core is the LH2x honing spindle with three direct drives, whose high rigidity enables both powerful and highly precise machining.
In combination with the HMC100 measurement and control technology, a fully regulated process is achieved, including continuous bore scanning. With up to 500 measurement values per millimeter, form deviations can be detected and compensated immediately. For users, this means high dimensional and geometrical accuracy alongside reduced cycle times and minimal tool wear. Expanded workspaces, integrated coolant systems, and optional additional processes such as deburring further enhance operational flexibility.
With solutions such as EcoHone flex, EASYHONE VRX, and the NaShaft Eco superfinishing platform, Nagel Technologies demonstrates how flexible manufacturing concepts can be implemented in practice. Modular machine architectures, standardized interfaces, and short setup times allow rapid adaptation to changing components and batch sizes. Adaptive process controls ensure consistently high surface quality while reducing friction, emissions, and energy consumption of the machined components—delivering clear benefits in both efficiency and sustainability.
In grinding, the sister company O.ERRE.PI. S.r.l. expands the portfolio with the MTD 610 DR-R double-sided surface grinding machine. The system operates with two opposing slides driven by Siemens brushless motors and guided on high-precision roller systems. The grinding spindles are powered by a 30 kW water-cooled asynchronous motor, ensuring constant power output with high thermal stability.
Flexible dressing systems and an automated loading solution guarantee consistent quality and continuous material flow. The Siemens One control system, featuring a large operator panel, is designed for reproducible processes—an essential factor in high-volume production with tight tolerances.
Tool technology plays a central role throughout the entire process chain. Sister companies such as ELGAN Diamantwerkzeuge GmbH & Co. KG and Gehring Diato develop and manufacture diamond and CBN tools as well as precisely matched interface solutions tailored to machine, material, and machining task.
These tools are not standard components but integral parts of the overall process solution. This close coordination creates a deep interlinking of tool and process, which has a decisive impact on process stability, repeatability, and component quality—especially in applications with tight tolerances and high production volumes. Across all sister companies, tools and cutting media are continuously refined and adapted to specific requirements.
The key point: these technologies do not exist in isolation. They can be selectively combined depending on the application—aligned with material, geometry, tolerance requirements, and production volume. “We don’t have to sell a single product,” explains Sören Pöhlsen of the Nagel Group. “Within the group, we select the solution that best fits the customer—both technically and economically.”
For users, this means that instead of being limited to a predefined solution, they benefit from an optimized combination drawn from the entire portfolio. Machine, tool, and process function as an integrated system—an essential prerequisite for stable
results in the micron range, high repeatability, and consistently controlled series production.
Manufacturing Expertise as the Key to Stable Series Production
A key differentiator compared to many market players lies in the consistent manufacturing expertise of the Nagel Group. Machines, tools, and cutting media are not merely supplied—they are specifically developed, adapted, and precisely aligned with the respective machining task. This provides customers with deep process know-how that extends far beyond the individual machine.
In practice, this advantage is most evident in process stability: variations are reduced, operator influence is minimized, and repeatability is significantly increased. At the same time, tools and processes can be rapidly adapted—for example, when introducing new components, changing materials, or meeting higher quality requirements. “Others adapt their process to an existing tool,” says Sören Pöhlsen. “We can modify the tool so that it perfectly fits the process.”
Especially in complex series production environments with tight tolerances, high volumes, and increasing demands for efficiency and sustainability, this capability creates a clear competitive advantage: processes become more robust, ramp-up phases shorter, and total cost of ownership sustainably reduced.
Clear Value for the Industry
For technical professionals, the benefit is clear: the Nagel Group combines technological diversity with deep expertise in precision and process engineering—exactly where it matters most in machining. The result is a coordinated portfolio that enables the realization of precisely the solution that makes the difference in each specific application.
The Nagel Group and its sister companies can be found at Grinding Hub, Hall 10, Booth C.40.

Managing risks, protecting shipments
Invisible forces, extreme conditions, and tight schedules make heavy haulage a risky balancing act – with potentially serious consequences for projects and budgets. After all, what happens if damage to the goods only becomes apparent at the destination or even when the components are put into operation? How can it then be determined beyond a doubt when and where the damage occurred? Modern data loggers provide reliable answers here: They make transport conditions transparent, comprehensively document critical events, and create a reliable database for analysis, verification, and optimization.
Whether in construction, energy, industry, or infrastructure: heavy-haul transport is an integral part of logistics processes for companies in these sectors, including in international projects and across national borders. At the same time, heavy-haul transport is a key factor that contributes to project success and, ultimately, to a company’s competitiveness. However, they always entail a risk, as the safety requirements for the capital goods being transported are high: Since heavy-duty goods often weigh several tons, enormous physical forces come into play during transport – and especially during braking, acceleration, and loading. Compounding this is the high and often asymmetrical center of gravity of the goods, which increases the risk of tipping. Last but not least, changing weather conditions and long periods of inactivity can also affect components, some of which are sensitive. Despite careful planning and elaborate packaging and securing strategies, transport damage is therefore not uncommon – yet it is often not noticed until the goods arrive at their destination, making the frustration all the greater. When and how did the damage occur? Who is responsible for it? And who will compensate for the damage? These questions need to be clarified. This is possible with digital data loggers, which provide concrete evidence.

High risk in time-sensitive projects
This is because digital data loggers comprehensively document critical events during transport. “Heavy hauls are always critical for companies,” says Josia Fritz, Product Manager at ASPION. The German high-tech company, which specializes in modern sensor technology, develops shock and climate data loggers specifically for the transport of high-value capital goods. Fritz is therefore well aware of the challenges companies face with heavy-haul transport and understands the consequences that transport damage can entail: “Especially in highly time-sensitive projects, transport damage can lead to significant delays and result in financial losses,” says Fritz.
Even minor transport damage can cause significant delays because the system components are usually custom-made and cannot simply be reordered. Many system components are sensitive to excessive mechanical or climatic stress – even when no external damage is visible. “Defects are therefore often only discovered during assembly or commissioning,” notes Fritz. “This further complicates the situation.” While transport insurance generally covers the damage, this is only the case if companies can prove that the goods were actually damaged during transport. However, without concrete data, this is difficult, if not impossible.
Recording temperature, humidity, and mechanical load
Modern data loggers close this information gap. They continuously record parameters such as temperature, humidity, and mechanical load like vibrations or tilt, and store relevant events with timestamps. The respective threshold values are individually tailored to the specific component for each project. Mounted directly on the equipment or its transport rack, the devices accompany the entire supply chain. The recorded data can ultimately be retrieved via a smartphone app – both at the destination and at individual loading points. Fritz: “This allows the condition of the goods to be assessed even while they are in transit.” If anomalies are detected in the data – for example, significant impacts or temperature differences – companies can intervene before the goods are transported further.
Data security plays a central role in data analysis; in other words, the data must not be accessible to just anyone and must be strictly protected against tampering. “We protect the data in our ASPION G-Log using a PIN, among other measures,” explains Fritz. Authorized personnel can download the data from the logger via the app; however, only those with the proper authorization can view and analyze the data. Live tracking represents an extension of this technology: systems with continuous data transmission provide not only status information but also real-time location data. “With ASPION L-Track, companies can track where their components are and what condition they’re in virtually at any time and no longer have to wait for the data loggers to be read,” explains Fritz. If defined thresholds are exceeded, warning messages are also generated automatically. This feature offers a decisive advantage, particularly for time-critical heavy hauls. Companies can react immediately, adjust or halt transports and thus prevent or limit potential damage at an early stage.
Correctly interpreting measurement results
However, mere data collection is only part of the solution. Interpreting the reading requires expertise, as the assessment of mechanical loads depends heavily on factors such as size, weight, and transport conditions. In addition to individual impact events, events such as vibrations, dynamic forces during transport, and short-term extreme stress also play a role. What matters here is not only the intensity but also the duration of an event. A controlled lifting operation differs significantly from an abrupt impact – with correspondingly different effects on the goods. A thorough analysis of the data makes it possible to identify and accurately assess such differences. “At ASPION, we place great importance on providing our customers with the best possible support in this area as well,” emphasizes Fritz.
Beyond providing immediate proof of damage, data loggers deliver valuable insights for future projects: Companies gain a realistic picture of the actual transport conditions on specific routes or during specific logistics processes. What forces actually act on the components during transport? Where are the risks regarding stability? Which routes and vehicles are particularly critical, and which are particularly safe? The information collected can be used to optimize packaging concepts, adapt transport strategies, and minimize risks for heavy-haul transport as early as the planning phase. “The collected data thus acts, in a sense, as a black box for transport processes,” explains Fritz. This is because the data helps to continuously improve processes and reduce follow-up costs resulting from damage or delays.
Conclusion
In heavy haulage, data loggers are evolving from an optional extra to an indispensable key technology. They create transparency throughout the entire supply chain, enable reliable proof of damage, and help companies identify risks early on and take targeted countermeasures. At the same time, they provide valuable insights for the continuous optimization of transport processes. In doing so, they not only contribute to the safety of sensitive goods but also to meeting deadlines, reducing follow-up costs, and ultimately strengthening competitiveness.
ASPION and interview partner Josia Fritz will be exhibiting at trade fair “Breakbulk Europe” in Rotterdam in Hall 1, Stand 1J51.
Author: Julia Kowal, Editor at Wordfinder


Integrated Global Services (IGS), a global leader in surface protection and asset optimization, has released new research revealing that a growing share of oil and gas infrastructure across Saudi Arabia and the UAE is operating beyond its intended design life, an issue now intensified by regional disruption to shipping through the Strait of Hormuz.
The impact is being felt unevenly across the Kingdom. Facilities in Saudi Arabia’s Eastern Province have been most heavily affected, with many plants undergoing unplanned shutdowns for restoration, while others are operating at reduced output due to constrained export routes. At the same time, operators in the Western Province are increasing production to compensate, placing additional strain on assets and accelerating the need for performance optimization.
Across the region, these conditions are also creating shutdown periods, both planned and unplanned, which operators are using, where possible, to reassess asset reliability, performance, and long-term resilience.
The survey of oil and gas leaders and operators found that nearly half (46%) say up to half of their assets are operating beyond their original design life, while 14% report this applies to the majority of their infrastructure.
Despite these pressures, confidence in existing infrastructure remains high. More than four in five (83%) respondents said they are somewhat or very confident in their assets’ ability to meet future demand, highlighting a clear gap between confidence and operational reality.
Around 65% of respondents reported significant production or throughput losses due to unplanned downtime, underscoring the operational risks associated with aging assets. These risks are now amplified as operators balance reduced output in some regions with intensified production demands in others.
As a result, operators are placing greater emphasis on maximizing the performance of existing infrastructure. In higher-output facilities, there is a growing focus on solutions that enhance thermal efficiency and sustain reliability at elevated firing rates, helping plants maintain performance even under intensified operating conditions.
More than three-quarters (77%) of respondents said advanced asset integrity and protection solutions are viable where payback is achieved within five years.
“This reflects a clear shift in focus across the region,” said Dennis Snijders, Director Middle East and North Africa, IGS. “With disruptions affecting both export routes and production balance, operators are under pressure not only to maintain reliability, but to optimize performance under very different operating conditions. While some plants are
offline, others are running harder than ever, making asset integrity and efficiency equally critical.”
The findings also highlight the growing tension between decarbonization goals and cost pressures. While emissions reduction remains a priority, respondents identified investment constraints as the primary barrier, now compounded by operational uncertainty and shifting production dynamics.
Snijders added: “Saudi Arabia and the UAE operate some of the most advanced oil and gas facilities in the world. As these assets mature and regional conditions evolve, maintaining reliability while managing cost, emissions, and fluctuating production demands becomes more complex. Treating asset integrity as a strategic priority will be essential to sustaining long-term performance.”
Additional technical information on IGS’s in-situ corrosion mitigation and asset integrity and efficiency mobilization capabilities for Middle East shutdowns is available here.
This website is owned and operated by: MSL Media Limited
Co. Number: 05359182
© 2005 MSL Media Ltd. All rights reserved. E&OE