Navigating the confusion between refrigerant monitoring and leak detection
By Bryan Redmond, MSA Safety
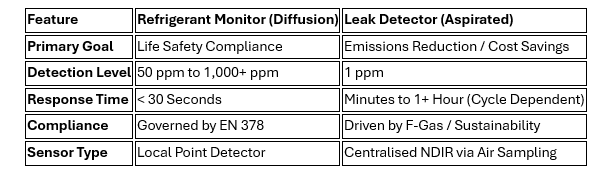
The terms ‘refrigerant monitor’ and ‘refrigerant leak detector’ are frequently used interchangeably across the industry - yet they serve fundamentally different purposes. Bryan Redmond, a technical specialist at MSA Safety, unpacks the regulatory requirements and practical applications of each, offering guidance for operators navigating both safety compliance and sustainability goals.
In the modern HVAC-R landscape, ‘refrigerant monitor’ and ‘refrigerant leak detector’ are often used interchangeably - yet from a regulatory and operational standpoint, they serve fundamentally different purposes. Understanding this distinction is more than semantic precision; it's the difference between meeting life-safety compliance and achieving meaningful refrigerant emissions reduction.
Let's examine the why, when, and how of these two important systems.
Refrigerant monitors: the life-safety sentinel
Refrigerant monitors are often installed to achieve compliance with EN 378 and Regulation 573/2024 (F-Gas), which govern refrigeration systems and heat pumps. The core philosophy of EN 378 is straightforward: safeguard individuals from the harmful effects of refrigerant exposure, whether from toxicity or asphyxiation.
When and why are they required?
A refrigerant monitor - typically a diffusion-based point detector - is a mandated safety device for most HVAC/R applications in Europe. Monitoring is generally required under EN 378 when the volume of refrigerant that could potentially escape into a space is sufficient to pose a danger to occupants.
These devices are engineered for speed and reliability. Where applicable, EN 378 requires monitors to activate an audible and visual alarm within 30 seconds of detecting refrigerant gas at a concentration above a particular pre-set value. Other mitigation actions may also be activated by the alarm, such as mechanical ventilation or shutdown. Units are typically pre-set to trigger at concentrations well below the occupational exposure limit of the particular refrigerant used (or for flammable refrigerants, well below 25% of the lower explosive limit (LEL)). For most refrigerants, alarm set points between 100 and 150 ppm fall well below harmful levels, providing crucial early warning to evacuate.
The maths of safety: is your room at risk?
Determining whether a specific room requires a monitor isn't guesswork, it's a calculation based on the "Practical Limit" of the refrigerant in use. For every individual room in a facility, the following assessment is performed:
If the resulting figure equals or exceeds the Practical Limit defined in EN 378, a refrigerant monitor is required under EN 378. Different refrigerants have different practical limits – R-410A, for example, has a Practical Limit of 0.44 kg/m³. If your system charge divided by the room volume exceeds this threshold, installation of a refrigerant monitor is mandatory.
Refrigerant leak detectors: high-sensitivity system oversight
If the refrigerant monitor exists to help keep occupants safe, an aspirated refrigerant leak detector is designed for high-sensitivity, ongoing system oversight.
Aspirated systems typically use a centralised Non-Dispersive Infrared (NDIR) sensor to actively draw air samples from various locations. Unlike diffusion-based monitors which typically alarm at 100ppm or more, these systems are engineered with a Minimum Detection Level (MDL) of 1 ppm.
Why low-level detection matters
Why detect at 1 ppm when the safety alarm doesn't trigger until 100 ppm? The answer lies in cumulative refrigerant loss.
Standard refrigerant monitors cannot always detect small leaks- that's not their purpose. However, a system can sustain a persistent, minor leak that loses hundreds of kilograms of refrigerant annually without ever reaching the 100–150 ppm threshold at the monitor's location. This is particularly true in large rooms or spaces with high air-change rates.
By the time a refrigerant monitor alarms, the leak is already significant. When an aspirated leak detector alarms, the issue remains a manageable maintenance task. Detecting these small leaks enables prompt repairs, drastically reducing refrigerant replacement costs and helping facilities meet their Environmental, Social, and Governance (ESG) targets.
It's worth noting that the majority of refrigerant loss occurs through undetected small leaks - not catastrophic blowouts that would trigger safety alarms.
The critical difference: why not use one system for both?
This is the question I encounter most frequently: If an aspirated detector is so sensitive, why can't I use it for my EN 378 safety compliance?
The answer comes down to cycle time.
The 30-second rule under EN 378
Because aspirated systems must sequentially sample each zone - drawing air through tubing, analysing it, and purging the sensor before moving to the next location- a cycle time is introduced. Depending on the number of zones and total tubing length, it could take up to 90 minutes for a 16-zone unit with maximum line lengths of 300 metres to return to any given location.
While this timeline is appropriate for identifying slow-developing leaks and reducing long-term emissions, it is unsuitable for life safety. If a sudden, large-scale leak fills a room with refrigerant, you cannot wait for an aspirated detector to cycle back to that location.
Under EN 378, refrigerant monitors must be installed in any space where the practical limit could be reached or exceeded. These devices must alarm within 30 seconds of detecting a pre-set concentration of refrigerant. Aspirated systems - regardless of their sensitivity - cannot fulfil this mandatory rapid-response role.
Conclusion - a multi-layered approach
The choice between a refrigerant monitor and an aspirated leak detector is not an either/or proposition - it's a both/and strategy for effective facility management.
Refrigerant monitors are non-negotiable where EN 378’s “Practical Limit” is reached. They are the silent sentinels helping to prevent mechanical failure from becoming a human tragedy. However, relying solely on refrigerant monitors means accepting the hidden cost of slow, undetected leaks that drain budgets and may harm the environment.
By implementing aspirated refrigerant leak detection alongside required refrigerant monitors, operators can achieve both objectives: a compliant, safe environment for occupants and a higher-efficiency, lower-emission refrigeration system that delivers measurable returns through reduced refrigerant costs.
In a market increasingly defined by stringent environmental regulations and rising refrigerant costs, understanding this distinction has become a business imperative.
with appropriately specified refrigerant monitors, then consider where aspirated leak detection can deliver additional value through early identification of minor leaks.
The investment in both technologies pays dividends - not only in regulatory peace of mind, but in reduced refrigerant costs, lower emissions, a stronger position as sustainability reporting requirements continue to evolve, and perhaps most important, in improving safety.
Discover how MSA Safety can help you combine life-safety monitoring with high-sensitivity leak detection to support safer, more efficient and lower-emission operations.