|
|||
|

|
|||
|
 Kings have over 80 years’ experience in supplying boilers for all types of commercial and industrial applications, offering businesses a full range of services.
Kings have over 80 years’ experience in supplying boilers for all types of commercial and industrial applications, offering businesses a full range of services.
Steam Boiler Hire
Our fleet of temporary steam boilers range from 340kg/hr (750lb/hr) to 15,800 kg/hr (35,000lb/hr) comprisingtrailerised, containerised or staticboilers that are oil, gas or dual fuel with pressures up to 12 bar. Available nationwide.
Hot Water Boiler Hire
Our fleet of temporary hot water boilers range from 94kW (320,000 btu) to 8,000 kW (27,000,000 btu) and include a range of containerised or static low-pressure units, with oil, gas or dual fuel. Available nationwide.
Steam and Hot Water Boilers for Purchase
Kings have boilers for sale for any size project with fast, nationwide delivery.We have an unrivalled choice of modern steam and hot water boilers in stock, ranging from 340kg/hr to 16,000kg/hr steam and 150kW to 7,500kW hot water with working pressures from 7bar to 18 bar. Our fully re-furbished boilers save businesses time and money over new.
In-house expert engineers
Kingsteam of in-house engineershave extensive knowledge and expertise in boiler installation, replacement, servicing and maintenance. Our highlyexperienced burner and combustion engineers carry out all aspects of servicing and repair to all popular makes and models of Oil, Gas & LPG fired commercial burners.
Long-standing relationships
Kings have relationships with many customers which span decades. We are extremely proud of our long-term relationships which are testament to the excellent service, great quality and value for money we provide. Over the summer we provided boiler plant for Scotland's continually growing brewery and distillery industry, hiring a fully refurbished containerised boiler house with steam boiler unit comprising a 1,362 KG, 10 bar for a client of 20 years.
Kings help to ensure essential services continue to run
Kings’engineers recently installed two temporary boilersto provide hot water and heating to a community centre whilst essential repair works are carried out, in Suffolk.
The project initially involved providing hot water to taps for direct hot water, however, due to winter weather coming our dedicated team of engineers ensured heating was supplied to enable the community centre to continue running throughout the cold winter months.
The community centre, formerly an old middle school, now the hive of the town, offers essential facilities for local residents including a nursery, indoor sports facilities, meeting room space, work areas and NHS facilities.
Kings are proud to help ensure essential services like these continue to run throughout the UK. If your business needs to hire or to purchase boiler plant, please contact us today.
Contact us today:
+44 (0)1992 451629 www.kingsboilerhire.com
This article also featured in the December/Jan issue below
In response to the Department for Education (DfE) releasing new apprenticeships data today, EngineeringUK has run an analysis on the data related to the engineering and technology sector.
Engineering-related apprenticeship starts have increased at a greater rate than all sector subject areas, increasing by 25.8% on 2020/21, compared to an 8.6% increase across all sector subject areas. However, engineering-related apprenticeship starts are still down by 5.5% since 2018/19, and down by 12.3% since 2016/17.
Beatrice Barleon, Head of Policy & Public Affairs at EngineeringUK, comments:
“Today’s apprenticeship data show a step in the right direction – with a positive uptick in apprenticeships starts as we emerge from the pandemic. Given the acute skills shortage and the pressing need for more engineers to support the UK’s net zero ambitions, it’s particularly encouraging to see the engineering and technology sector is ahead of others in attracting people into its fold.
"However, to meet future skills needs projections, we need to see exponential growth of apprenticeships starts (and finishes!) in the engineering sector, particularly in areas such as construction. Technicians will be particularly vital in making the UK a leading economic power in low carbon technology and we must ensure that we have enough people skilled to fulfil these roles.
"Importantly, the data also suggests that more needs to be done to enable younger people to enter the engineering sector via the apprenticeship route, with Level 2 and 3 apprenticeships still in decline compared to higher level apprenticeships. Improving the system must focus on growth across all levels of apprenticeships if we are to successfully address current and future skills shortages.”
The full analysis from EngineeringUK can be found on the EngineeringUK website.

SICK has announced the launch of its MPB10 Multi-Physics Box condition monitoring sensor, a pioneering and rugged bolt-on device designed to deliver real-time, continuous service data from industrial machines, including electric motors, pumps, fans and conveyor systems, even in the harshest industry environments.
SICK’s first dedicated condition monitoring sensor, the MPB10 is an all-in-one device designed to make it easy to monitor and interpret vibration, shock and temperature measurement data delivered right from the heart of machines. The MPB10 provides service data to enable more cost-efficient predictive maintenance practices that can improve plant availability, maximise operating life, and protect product and process quality.
Detecting Signs of Failure
The SICK MPB10 measures vibration, shocks and temperature that can be the tell-tale signs of approaching machine failure. Users are provided with pre-processed, concise and easy to interpret information that can be customised for the machine and process.
A stand-alone SICK MPB10 can transmit data over IO-Link to a machine control or output a simple alarm-based switching signal. With wide-ranging measurement parameters, the MPB10 can be set up according to the type of machine to alert, for example, when values exceed pre-configured thresholds.
Dashboard Visualisation
Users also have the option to visualise real-time and historic data from the SICK MPB10 on easy-to-interpret, customisable dashboards using the SICK Monitoring Box digital service. Via the Monitoring Box, operators can also receive notifications via email, or provide data for integration into cloud-based applications.
The SICK MPB10 detects vibrations (± 8 g) and shocks up to 200g in all 3 axes via the sensor’s MEMS elements. Multi-stage alerts can be set up to monitor vibration thresholds according to the requirements of DIN ISO 10816-3 in rotating machines such as electric motors, fans, turbines and generators. The indicative vibration values in the time and frequency range are significantly easier to interpret than raw data, helping to detect, for example, insufficient lubrication, bearing damage or motor imbalances.
Protected by a rugged IP68 stainless-steel housing, the MPB10 delivers consistent contact temperature data between −40 °C and +80 °C, even in dusty or wet environments. Ideally fixed close to the bearings, the MPB10 can be mounted securely using a single M3 screw or fixed onto curved surfaces using the mounting plate supplied. Alternatively, it can be secured with epoxy glue or welded.
Cost-Saving Benefits
David Hannaby, SICK’s Market Manager for Presence Detection, said: “The SICK MPB10 is a rugged little instrument with the potential to add huge value to industrial machines and processes. By bolting on an MPB10 to their machine, plant operators and managers can upgrade simply to predictive maintenance practices and identify problems early before any significant decrease in performance or failure.
“By avoiding damaging temperatures, shocks or vibrations, the availability of the machine can be increased, product and process quality can be protected, and operators have more potential to extend the life of their machines. Maintenance effort and costs are reduced because reactive interventions can be avoided, and time-consuming routine preventive inspections can become less frequent.”
For more information, please contact Andrea Hornby on 01727 831121 or email This email address is being protected from spambots. You need JavaScript enabled to view it..
This article was also featured in the issue of a EMS below
NSK has developed a new type of ball screw that exhibits reduced motion errors to deliver higher surface finish quality for machine tools used in mould and die machining and other surface-critical applications. By eliminating or reducing the time needed for secondary burnishing or polishing applications, the new ball screw also contributes to higher productivity, while simultaneously reducing the amount of drive torque to save energy.
In recent years, builders of machine tools such as five-axis milling machines have been demanding increased accuracy to produce higher quality mould and die surfaces, where the ball screws used in these machines must further improve motion accuracy.
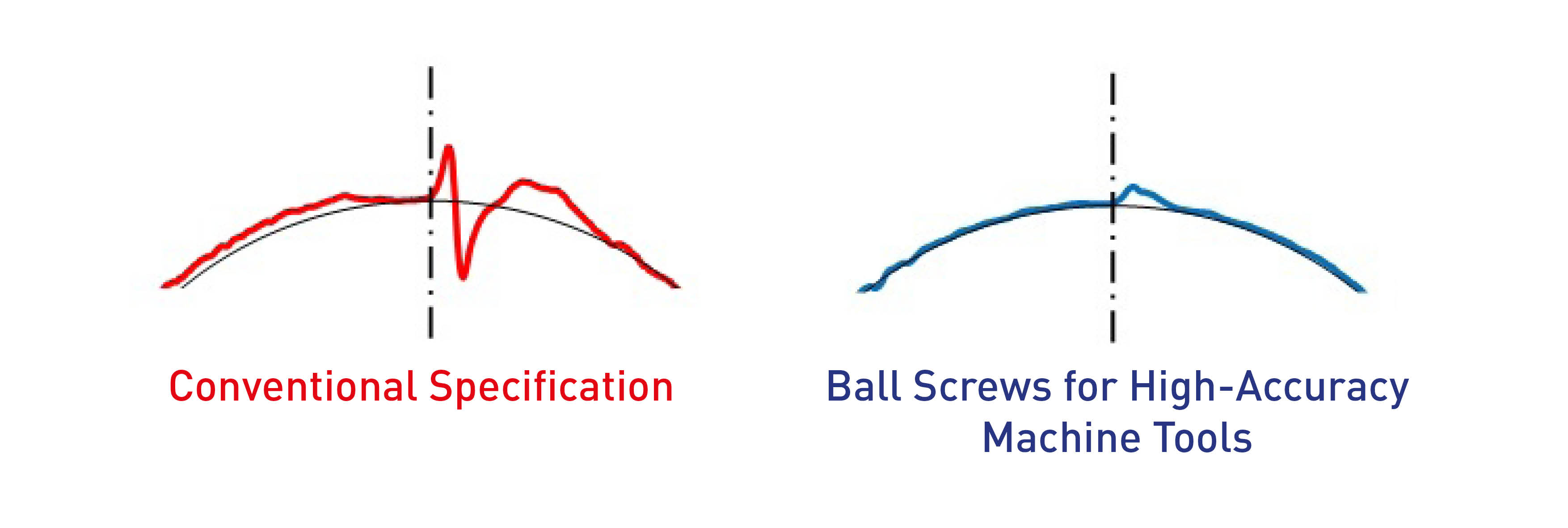
When a ball screw reverses direction, sudden fluctuations in friction cause ‘quadrant glitch’ motion errors with two peaks, leaving streak marks on the machined surface and reducing surface quality. Numerous studies conducted on quadrant glitches show that it is possible to correct the first peak through numerical control (software-based servo controller compensation). Although it is more difficult to fully compensate for the second peak due to the combined effects of more factors (compared with the first peak), NSK can now present the machining industry with a solution to this problem.
Using real digital-twin simulation and friction analysis, NSK has developed a new ball screw with an optimised internal design. Key to this outcome was the company’s understanding of the underlying mechanism of friction fluctuations in ball screws.
Among its many features, the new ball screw stabilises drive torque and reduces friction fluctuations when reversing its direction of motion, thereby improving motion accuracy and reducing quadrant glitch motion errors. The result is a near elimination of the second peak. Indeed, up to 20% less friction fluctuations also contributes to reducing the height of the first peak.
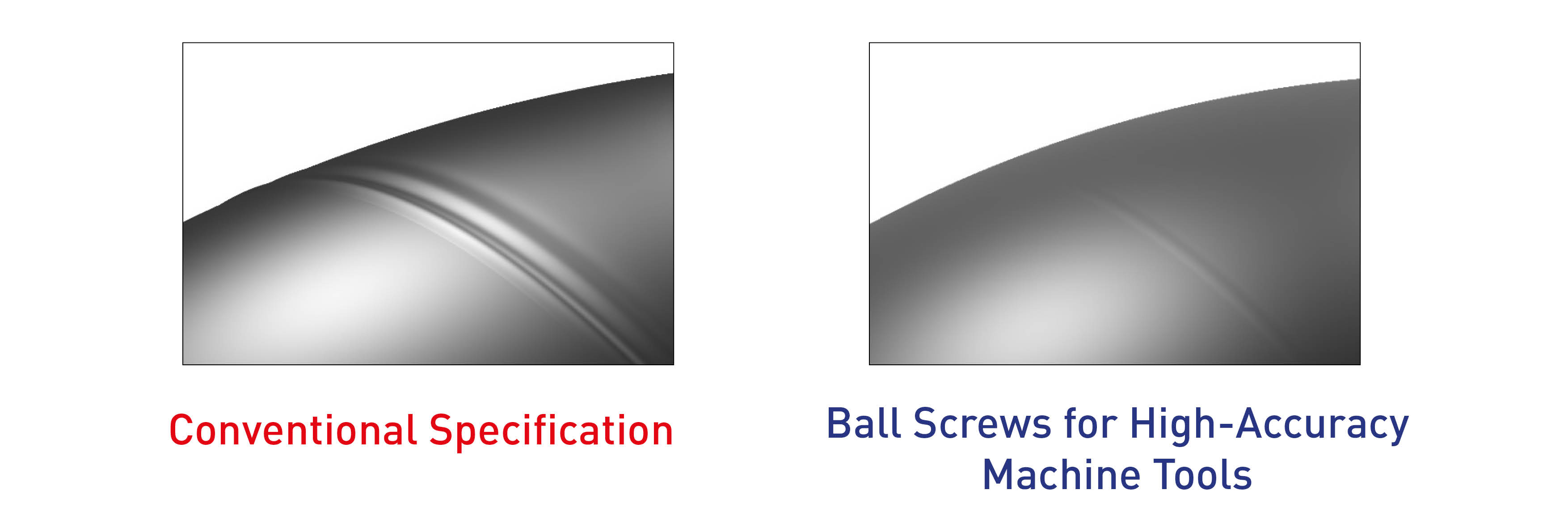
Through a combination of NSK's new ball screw and software servo controller compensation, machine tool manufacturers can assure their customers of significant improvements in machined surface quality. Furthermore, the enhanced surface quality eliminates or reduces the need for any previously required burnishing or polishing processes, reducing lead times, while lower drive torque contributes to energy savings. All of these benefits provide machine tool builders with the opportunity to pitch unique selling points to potential customers.
PR Ref. L062022-N | 1/3
1/3
To maximise convenience for machine tool manufacturers, the mountings of NSK ball screws with quadrant glitch control are fully interchangeable with those of conventional products, allowing adoption without costly equipment changes. The ball screw will be available in shaft diameters from 25 to 63mm, with leads from 5 to 30mm. Preload types will include: offset preload (Z preload), double nut preload (D preload) and spring-type double nut preload (J preload).
1) Motion error during circular interpolation machining (with servo controller compensation)
2) Enlarged view of machined surface (simulated image)
This article also featured in the December/Jan issue below

Estimates suggest that Class 4 moisture content according to ISO 8573-1 is acceptable in the majority of compressed air system applications, thus supporting the use of refrigeration dryer technology. However, where applications demand higher levels of moisture removal, desiccant tends to be the go-to technology. The long-standing problem here is the higher cost associated with desiccant dryers, which is why Hi-line Industries, a UK-based leader in the design, manufacture and installation of energy-efficient compressed air purification equipment, is addressing this issue with its new Hi-Plex dual technology dryers. This hybrid solution combines Hi-line’s established refrigeration and PSA (Pressure Swing Adsorption) air treatment technologies, creating an energy-efficient system at low capital cost compared with standard heat-regeneration desiccant air dryers.
So how does Hi-Plex work? Well, a Hi-line Tundra refrigeration system first removes bulk moisture via zero loss auto-drains, after which it chills the air to +1°C in the heat exchanger, condensing out all water to a +3°C PDP (Pressure Dewpoint). From here, the pre-dried air passes into an energy-efficient HPSA (Hi-line Pressure Swing Adsorption) dryer where it is further dried via adsorption to lower dewpoints of between -20°C PDP and -70°C PDP depending on end-user requirements, meeting Class 2 moisture content in accordance with ISO8573.1. As a point of note, Hi-line can add an Activated Carbon Tower for Class 0 applications.
Hi-Plex regeneration takes place by deploying a vacuumed-assisted fan, which uses a reduced amount of purge air to cause a desorption effect within the desiccant beds. A side-channel vacuum pump removes the small amount of remaining water (via exhaust silencers) back to the atmosphere from where it came. This plug and play system is fully automatic: wet air in – dry air out.
Continued ……
Importantly, Hi-Plex high-performance dual technology dryers typically run at only 1-2% purge in comparison with 13-15% on a standard desiccant air dryer. Even more savings are achievable following the specification of Hi-line’s optional AEMS (Automatic Energy Management System) for dewpoint control. AEMS features a digital dewpoint readout, high-humidity alarm, and set and demand regeneration function. As a result, customers can ensure they only use a minimal amount of energy to achieve dewpoints at any given time. In total, energy savings of over 70% are achievable compared with a conventional desiccant dryer, offering far quicker return on investment (ROI).
Every Hi-Plex dual technology dryer is application-specific, but built from standard off-the-shelf Hi-line products. The company adds all the components, stainless steel pipework and filtration to a compact skid at its UK headquarters and manufacturing facility in Burton-upon-Trent. Hi-line will happily cater for any special requirements, such as even smaller footprint or lower height dimension to fit inside a low-ceiling compressor house, for example. The company can also facilitate connection to customer software or a BMS (Building Management System).
This article also featured in the December/Jan issue below
 Corrosion and Erosion are major concerns for all Waste-to-Energy and Biomass facilities. Highly corrosive operating environments present maintenance challenges which, if left untreated, can lead to costly asset failures and unplanned outages.
Corrosion and Erosion are major concerns for all Waste-to-Energy and Biomass facilities. Highly corrosive operating environments present maintenance challenges which, if left untreated, can lead to costly asset failures and unplanned outages.
WtEBoiler Corrosion Mechanisms

Most corrosion protection mechanisms consist of generating a corrosion barrier on the base metal by forming an oxide layer. The challenge inside WtE boilers is that this layer is quickly eroded forcing the formation of another layer and consequently leading to the erosion-corrosion phenomenon. Erosion-corrosion thinning can happen quickly when harsh conditions are combined with soft or poor erosion resistance materials.
WtE Boiler Corrosion and Erosion Protection
Refractory protection is the first defense against corrosive flue gases and can also have excellent erosion properties but has limited heat exchange properties as the thermal efficiency is low. Refractory alloys can be used, but due to the excessive material costs and limited erosion resistance, the implementation of the surface protection layer is often a more cost-effective solution.
The use of thin ceramic coatings seems like an attractive approach; however, the thermal expansion mismatch and the fragility of such coatings make this solution unreliable. The coatings tend to crack, and corrosion can develop underneath the protective layer which can then peel off.
Corrosion-resistant HVTS Metal Spray Coatings
Integrated Global Services (IGS) has successfully developed a High Velocity Thermal Spray (HVTS) coating which has provided protection in boiler corrosion applications for decades. HVTS has been designed to apply a metal layer with very low porosity and sealability to better protect the base metal in high corrosion environments. This technology allows the use of solid or cored wire, enabling easy material modification compared to technologies depending on the market available solid wire. Since the process does not generate any dilution with the base metal, the quality of the coating remains uncompromised.
In boiler applications, HVTS has been successfully applied under refractory tiles to protect boiler tubes from leaks and asset failure.
Case Study #1: HVTS Cladding Under Refractory Protects Boiler Tubes from Corrosionat Waste-to-Energy Plant
Introduction
A Waste-to-Energy (WtE) plant in Italy consists of two 35.7 MW combustion lines, that can supply nominal electric power of 22.25 MW and thermal power of 43.5 MW.
The plant was suffering from corrosion and erosion behind the refractory tiles which was causing damage to the boiler tubes. HVTS was chosen to prevent costly unexpected leaks in the boiler.
The Solution
In September 2021, HVTS was applied to the first pass (behind the refractory) of the boiler. The total area that was cladded was approximately 100m2 with a nominal cladding thickness of 500μm. The application was completed within just four days and without any technical concessions or deviations. The project was also completed in accordance with ISO: 8503-1 (preparation of steel substrates before application of paints and related products).
HVTS was chosen as it is a proven technology which stops corrosion of the base metal. Thus, refractory contacts the tube sheet and is cooled as designed. Functioning to design conditions, fouling build-up on the refractory is mitigated.
The Inspection
An inspection took place in September 2022. The results showed that the coated areas were in excellent condition and do not have anomalies or any other visible damage 13 months after the installation of HVTS. There was also no accumulation of slag or ash on the affected area.
The condition of the overlying tiles was also evaluated and showed that the refractory was totally intact and in good condition which is an indication that the underlying cladding and the coated pegs are still in good condition.
The HVTS thickness values were recorded with an elcometer and were found to comply with IGS specifications.
The report states, “the refractory and HVTS are in perfect condition and have no major defects”.
Case Study #2: HVTS Cladding and New Refractory Protects Boiler Tubes at Biomass Plant
Introduction
A biomass plant in southern Italy converts wine residue and other greener locally sourced deposits to steam to produce electricity. The plant operates a large boiler and refractory tiles regularly fall off during operation, exposing the boiler tubes. When boiler tubes are exposed, they are susceptible to corrosion which eventually leads to tube leaks and asset failure, which can be costly.
The Solution - Cladding and Refractory
HVTS Metal Alloy Cladding
Integrated Global Services (IGS) High Velocity Thermal Spray (HVTS) metal alloy cladding was applied behind the tiles to protect the tubes if the refractory became damaged allowing flue gas to enter the boiler tubes.
A two-meter band at the top of the refractory area was removed in the boiler’s first pass. New hangers were then welded before the application of the HVTS cladding. As a result, IGS’ HVTS protects both the tubes and the tile hangers, with the latter commonly being the source of refractory failure.
IGS worked in conjunction with COREF Engineering, which then installed the new refractory. The cladding is half a millimeter thick with a smooth surface which meant that the same tiles could be installed without any design modifications or other challenges.
The Inspection
After two years in service, a visual inspection of the cladding and refractory was performed. The IGS HVTS cladding was found to be in very good condition and is expected to greatly extend the life of the boiler.
This article also featured in the December/Jan issue below
What if we could lubricate our bearings remotely, from any device, making sure that the right amount and right lubricant are always used – and even better, based on bearing condition? Then we would address the 3 main lubrication issues which cause most of early bearing failures. Today this is already possible. Using ultrasonic sensors and single point lubrication devices, all connected to a central system, we can now bring lubrication practices to a whole new level!
Prevention in place of monitoring
We have a serious problem with bearing condition monitoring! Technology is making it easier and more cost-effective to monitor our bearings in real-time and as a result, we are seeing sensors and systems being installed on equipment at an exponential rate.
There is a race from these monitoring systems to detect the onset of failure (Point P on the P-F curve) at the earliest possible point. And this race to detect a failure is a serious problem. We are spending more money and extra TIME to detect a failure when we should be preventing that failure in the first place.
Addressing lubrication issues – the root of most bearing failures
It is no secret that over 80% of premature bearings failures can be traced back to lubrication related issues. These issues can be put into three general categories: inadequate lubrication (over or under lubricated), wrong lubricant, and contamination. When it comes to addressing premature bearing failure, reducing the impact on just one of these issues can have a large impact on the bearing life. But when we start to address all three, then we canreach excellence in our lubrication programs.
It’s all about the friction levels
A lot of expertise needs to be designed into the bearing selection and lubrication requirements, no technology will likely ever replace the need for trained and experienced lubrication experts.But when it boils down to it, it is all about friction - that’s why they are called anti-friction bearings.
Once the correct bearing is installed properly and the right lubricant is chosen, it comes down to managing that friction in the bearing by using the correct regreasing volume and frequency. Simple to understand but often difficult to put intopractice.
Time based lubrication vs condition-based: using ultrasound to avoid under and over-lubrication
One technique is to use time-based lubrication. In this case, regreasing is done based on time, with a predetermined amount of grease. This method is often based on an ideal calculation that is not reflective of the real-life condition that influences the friction in the bearing. This often leads to under greasing or over greasing the bearing.
A step-change in lubrication practices came with condition-based lubrication. Using ultrasound to measure the friction in real-time to determine exactly when lubrication (and how much)is required to bring the friction back to or near the ideal level. Moving to ultrasound-assisted lubrication will ensure we do not over or under lubricate but has still not addressed the two other lubrication related issues: using the correct lubricant, and contamination.
What about automatic lubricators?
To address these two other lubrication issues many have turned to automatic lubrication devices or auto lubers. Automatic lubrication provides a safer and more convenient method of supplying the precise amount of lubricant into the bearings on a more frequent basis.
These devices ensure we always use the correct grease stored in the device but also reduce or eliminate the possibility of contamination caused by the operational environment. These devices are time-based and set to dispense lubricant on a set frequency or run time.
The auto lubricant devices have evolved to become smarter. Many of them not only dispense the lubricant but can also set alarms based on excessive feedback and low lubricant.
The best of two worlds: SmartLube – single point lubricator, remotely operated, based on friction levels
We have two solutions addressing the different aspects of the common lubrication issues. On one side we have ultrasound-assisted lubrication, using friction to determine when and how much lubrication is required. Combined with good lubrication practices, it will provide benefits but still requires an investment in time and training to ensure the proper lubricant is used to reduce the potential of contamination.
On the other side, we have automatic lubrication devices ensuring the correct, contaminant-free lubricant but still based on time or running hours versus the condition or friction in the bearing, often still leading to not optimizing lubrication frequency.
What if we were able to combine the proven precision and best practice of condition-based lubrication using ultrasound with the convenience, safety, and accuracy of automatic lubrication devices? We would then have a solution that allows us to lubricate our bearings only when required by measuring friction and ensuring we always use the correct, contaminant-free lubricant every time. That’s exactly what the SmartLube from UE Systems does.
Lubricate based on friction, from any device, anywhere
When we use technology to make all this remotely operated, we can now monitor the real-time friction of our bearings and, when needed, remotely dispense the correct lubricant. All this with theconfidence that the lubricant is getting to the bearing with real-time alerts and notifications from any internet-connected device, anywhere in the world!
The OnTrak SmartLube by UE Systems has the power of real-time bearing friction monitoring and the convenience, safety, and accuracy of single-point bearing lubricators. Lubrication experts can now lubricate remotely with confidence from anywhere, anytime, on any device.
How does it work?
This disruptive device works with a simple concept: ultrasonic sensors are permanently mounted on the bearings to monitor friction levels. All this data is sent to a central processing unit – the OnTrak – and can be viewed in dashboards using any internet-connected device. The OnTrak then is also connected to single point lubrication devices. Based on the friction levels and on setup alarms, we now have the possibility to tell the OnTrakthat a certain bearing needs lubricant. The OnTrak will then instruct the SmartLube – single point lubricator – to dispense lubricant, just the right amount. And the best part: all can be done remotely, anywhere, anytime.


|
Subtitle: The new Fluke ii900 Sonic Industrial Imager pinpoints compressed air leaks in minutes to reduce utility bills and maximize productivity |
|
Description: The U.S. Department of Energy states that compressed air accounts for 10% of the electricity used in the U.S. It’s no wonder that utilities, industry, and government all target compressed air systems as a potential source of cost savings. The Fluke™ ii900 Sonic Industrial Imager enables maintenance teams to quickly — and visually — pinpoint the location of compressed air, gas, and vacuum system leaks even during peak production periods. Leaks can be detected in a matter of minutes. With minimal training, technicians can identify compressed air leaks considerably faster than using traditional diagnostic methods. Now checking for air leaks can be performed during the typical maintenance routine. An array of microphones combined with the new SoundSight™ technology, the handheld Fluke ii900 Sonic Industrial Imager filters out background noise so maintenance teams can accurately locate leaks in compressed air systems, even in the noisiest environments. Inspect an entire plant in hours The seven-inch LCD touchscreen overlays a SoundMap™ on a visual image for quick leak location identification. The straightforward, intuitive interface allows technicians to isolate the sound frequency of the leak to filter out loud background noise. In a matter of hours, the team can inspect the entire plant – during peak operations. Images can be saved and exported for reporting purposes. Acoustic imaging combined with industrial diagnostics The Fluke ii900 was designed in partnership with Sorama, an Eindhoven-based company specializing in noise control and sound analysis solutions. The combination of Sorama’s long history and expertise in acoustic imaging and Fluke’s leadership in diagnostic industrial test and measurement equipment lead to the creation a tool that has the durability and usability required for industrial maintenance applications. How much could a company save if you could see sound? Watch the video. For more information on the Fluke ii900 Sonic Industrial Imager visit www.fluke.com/ii900. |

Noise-induced hearing loss is one of the world’s most commonly reported physical diseases – particularly in the workplace. It’s an accumulated ailment that increases at every time of over-exposure to noise. The bad news is that hearing loss can be permanent.
That’s why Hellberg Safety’s new and improved noise protection technology has been developed to deliver the most advanced passive and active protection for a variety of risk environments.
The SECURE series features a choice of basic or multi-functional ear defenders and communication solutions, which are available in 3 protection levels.
The SECURE ACTIVE series with active listening systems, allow you to communicate with your colleagues, hear warning signals and other important information while protected from hazardous noise.
SECURE RELAX products protect your hearing while you enjoy listening to your favourite radio station, while SECURE REACT headsets allow you to listen to AM/FM radio and communicate with your colleagues while still being protected from harmful noise.
Hellberg Safety’s SECURE series are market-leading hearing protection products within a wider range of Eye, Face, Hearing and Communication solutions that have been developed to deliver optimum personal wellbeing and safety at work.
Getting information on the new Hellberg Safety product range is easy - call the Hultafors Group UK Helpline on 01484 854788, checkout the website www.hellbergsafety.com or email This email address is being protected from spambots. You need JavaScript enabled to view it.
This website is owned and operated by: MSL Media Limited
Co. Number: 05359182
© 2005 MSL Media Ltd. All rights reserved. E&OE