Pipe rehabilitation specialist Lanes Group plc has lined a main production waste pipe at a shampoo factory.
Ultraviolet liners have been installed in the 300mm diameter process pipe at the plant in South Wales.
The highly-sustainable no-dig project was designed to ensure the pipe will function to a high standard for decades to come.
Kyle Burgess, Area Development Manager for the Lanes Cardiff depot, said: “This was a good example of how no-dig pipe renovation technology can be of great help to our industrial clients.
“There was no real option to excavate and replace the pipe because of the need to maintain production and the high cost of such a solution.
“Lining the pipe was, by far, the best approach and Lanes had the technology and expertise to deliver it efficiently and effectively.”
The client, which manufactures shampoo for a global brand, commissioned Lanes to carry out the work as part of its planned and preventative maintenance programme.
It wanted to be sure process effluent could not escape from the concrete pipe into the ground.
The company also wanted to stop groundwater getting into the pipe, which would needlessly increase the volume of waste water being processed, adding to costs.
A team from the Lanes national pipe rehabilitation and lining division carried out the work, supported by drainage engineers based at company’s Cardiff depot.
Lanes has extensive experience in lining production pipes across a huge range of industrial sectors, including food and drink, chemicals, water treatment, and pharmaceuticals.
Working over two days, four separate ultraviolet liners were installed from manhole to manhole along the 181m pipe.
Overpumping was put in place, with water taken from upstream chambers and discharged into downstream ones through 6-inch and 4-inch hoses.
In this way, each section of pipe to be emptied and lined in turn, while allowing full production to continue at the factory.
The lining was carried out to the client’s selected specification, with 3mm thick plastic UV cured in place pipe (CIPP) liners installed.
Lanes uses the latest, most efficient, UV lining technology and can insert liners into pipes with diameters that range from 100mm to 1600mm.
Each liner is made up of layers of glass reinforced plastic (GRP) and resins containing a catalyst that reacts to UV light.
The liner is pulled along the pipe with a winch, then inflated with compressed air, pushing it against the pipe wall.
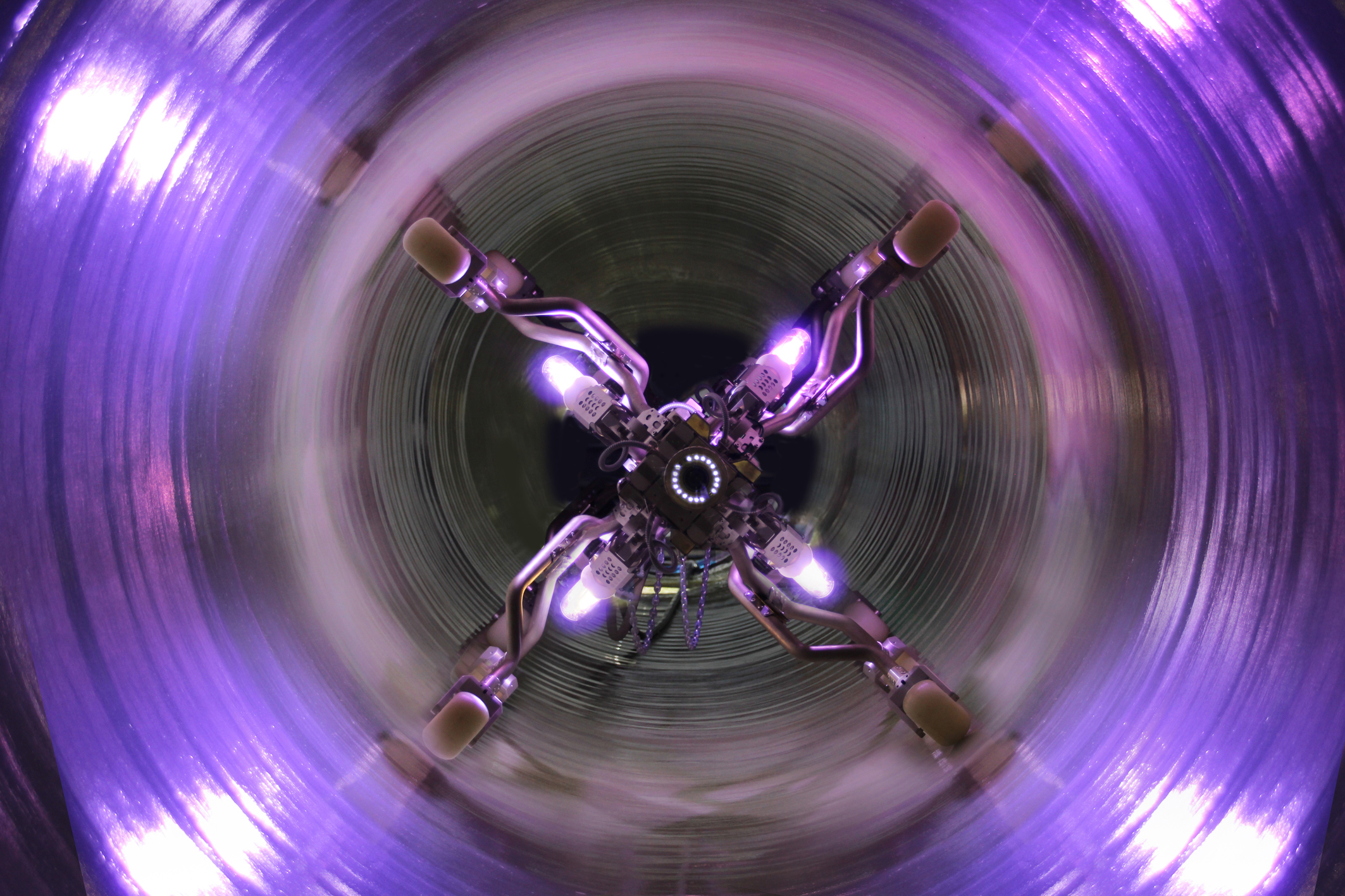
A UV light array, made up of a series of powerful UV lamps on wheeled trollies, is then pulled along the pipe to harden (cure) the resin layers in liner.
The power of the light array and the speed with which it is travels through the pipe is set by the system’s computer control system.
During the lining process, two lateral pipes leading into process effluent pipe had to be reopened. This was achieved using a remotely controlled robotic cutter.
UV CIPP lining is one of the most sustainable ways to rehabilitate industrial wastewater pipes, and can provide high levels of chemical resistance where it is needed.
Unlike hot water CIPP lining, UV lining does not create large volumes of waste water that needs to be disposed of at specialist sites.
Also, the UV lining process takes up less space and can be completed more quickly, reducing the risk of disruption in factories where continuous production is essential.
Teams from Lanes Cardiff provided CCTV drainage survey and jet vac tanker support for the project.
A post-lining CCTV survey demonstrated to the client that the liner had been installed correctly to the required quality standard, with a design life of 50 years.
www.lanesfordrains.co.uk
This email address is being protected from spambots. You need JavaScript enabled to view it.