.jpg) Alan France, Operations Director of Idhammar Systems, discusses his experiences at MAINTEC as well as the benefits of integrated OEE and Maintenance systems which can help to improve efficiency and real time communications between operators and maintenance staff in the production process.
Alan France, Operations Director of Idhammar Systems, discusses his experiences at MAINTEC as well as the benefits of integrated OEE and Maintenance systems which can help to improve efficiency and real time communications between operators and maintenance staff in the production process.
Maintec is nearly upon us again, Idhammar as usual will be exhibiting. I have attended the show for many years, it’s not as big as it used to be, but it’s still a good place to meet old friends, perhaps even a chance to gain new business. My first involvement with the Maintec gang was the 7th National Conference on Computers for Maintenance Managers in November 1986 at the Park Lane Hotel in Piccadilly where a crowd of 280 delegates congregated. I worked for Express Foods Group at the time and my paper was titled ‘Justify Stock Control First’. The paper aimed to demonstrate the the value of computer based spares control as a way of preventing so much time being wasted searching for spares which were probably there, and then inevitably buying a pile more anyway. I do find it frustrating that 25 years later so many large factories have little spares control and ‘guess’ at likely values in excess of £750k. It was, and still is, down to the perceived workload involved in identifying items, which only takes a long time if you never actually start.
At that time many sites kept the maintenance teams apart from their production colleagues, probably to keep the fighting and finger pointing to a minimum. It’s good to see things have moved on since then, with most factories now bringing the teams together under the heading of ‘manufacturing’. But there is still plenty of progress to be made to improve communications between teams and embed cross-functional working.
So how can we improve real-time communications between operators and maintenance, or between operators and any support service?
Let’s use an example. My production process has stopped, or is running slowly, and I need some help. I ring the engineer’s workshop. The ‘best’ engineer, in my opinion, is on holiday, the 2nd best is on another job and I am advised that the 3rd best could be in the canteen. I have a range of mobile numbers, but not one for the engineer in the canteen. In any case this looks like it will be a big job, requiring ‘out-of production’ follow-up, so I would like to raise a works order in the CMMS system. Operators are not permitted to carry out that critical task, so I try to call the engineering team leader but his mobile is engaged. OK, I try the maintenance manager, but he won’t speak to me because I have to go through the right channels first. By this time we have lost many minutes of production time, there is no sign of an engineer or a work request in our maintenance system.
Is there an alternative?
If we’re monitoring the production process, in real-time, as part of the measurement of OEE, we have more information and can give the busy operator more help. We have to remember an operator is at their busiest during a breakdown, trying to fix the problem, contacting engineering, and letting people know we may ‘short’ this order; they could do with some support.
What about a four-step process, without any operator intervention?
- Provide a display that shows production is slow running and the order will be missed at the current rate
- Inform everyone production has stopped
- Contact engineering automatically and escalate the issue
- Create a work request so nothing is forgotten
Step 1: A simple motivational display

Display the fact that we should have made 10,080 products by now but have only made 7,658 and we are going to miss our expected finish by 30 minutes. The orange circle shows throughput is currently running at below 50% of target speed. The display is highly visible so no one can claim they didn’t understand the state of play.
Step 2: A visible stop signal and the reason why

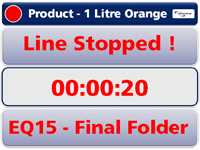 Step 3: An Automatic Alert
Step 3: An Automatic Alert
The software has been configured to send an automatic alert by text message to a mobile, and email to confirm. Triggered automatically, because we ‘told’ the software this event is ‘critical’, we have been trying to track it down for some time. We set the message to go to the individual or group accountable for resolving the issue as soon as the event occurred, and then set it to escalate the message to the team leader after 5 minutes, and maintenance and manufacturing managers after 10 minutes of downtime. (The engineer that is on holiday has already re-routed his triggered events to an alternative person until he returns.)
Anything can trigger an event; waste above a certain level, down-time for the shift over 30 minutes, ‘short order’ position, throughput below target.
 Step 4: A Works Order
Step 4: A Works Order
We automatically create a works order in our CMMS system, which the engineer receives wirelessly on his new iPad, (creative engineers at this plant!). That prevents the critical issue being missed in the panic, and the task becomes part of the maintenance planning process, and doesn’t get lost in any shift handover.
Steps 1- 4 can all happen without a single phone call whilst the operator is busy trying to clear the fault and reporting his findings to his team leader.
The escalation process works well as it’s what people do by phone anyway, but this method goes some way to preventing enthusiastic operators ringing the maintenance manager directly. When the manager receives the text message and email he knows the plant has been stopped for a predefined period of time, and that his staff has already been made aware of the issue.
Are there downsides? Of course, if it’s not used sensibly and each fault is set to trigger an alert, very few people will take notice of any alert or works order. I remember one company throwing open the ability to allow anyone to create work requests; within weeks the site had 10,000 tasks and the engineers were overwhelmed. (Requests such as ‘re-lay the entire factory’ floor due to ‘slip hazard’ didn’t exactly help the situation.) However this issue is easily overcome by just making sure the person who sets the event triggers retains full control of the process.
One final point: Integrated OEE and Maintenance systems form an effective combination - and above all else, we must be effective.
Alan France, Operations Director of Idhammar Systems, has extensive experience in lean manufacturing with a background that includes several years as Engineering Systems Manager for the largest food company in Europe. A systems specialist, he now consults on the importance of underpinning lean initiatives with realistic targets and sound metrics.
Contact him by e-mail, This email address is being protected from spambots. You need JavaScript enabled to view it., or visit www.idhammarsystems.com for more on CMMS and OEE software.
