Stop compressor debris at the source with field-applied HVTS
Stop debris at its source, not after it forms,” cautions Eric Duvekot, VP of Engineering at Integrated Global Services (IGS), as he explains how field-applied HVTS (high velocity thermal spray) addresses oxide flaking in the hot, high-pressure compressor sections of advanced-class gas turbines, and outlines proof points from OEM testing and fleet experience. The webinar session, viewable here, includes application methods, scope options and Q&A on components and materials.
Background
Rising compressor pressure ratios in advanced frames drive late-stage compressor temperatures above 500 °C, exposing low-chrome steels in casings and other internals to accelerated oxidation. The resulting oxide scales lose tenacity and exfoliate as flakes that migrate downstream. These flakes can plug cooling passages, erode thermal-barrier coatings and contribute to hardware distress.
The Challenge
Users report visible flaking in multiple fleets and OEMs, with severity influenced by operating conditions. In some cases, oxide exfoliation occurs simply from daily thermal cycling (sun heating by day, cooling at night) without machine operation. Consequences range from S1 vane damage to shovel-worthy accumulations of debris during inspections.

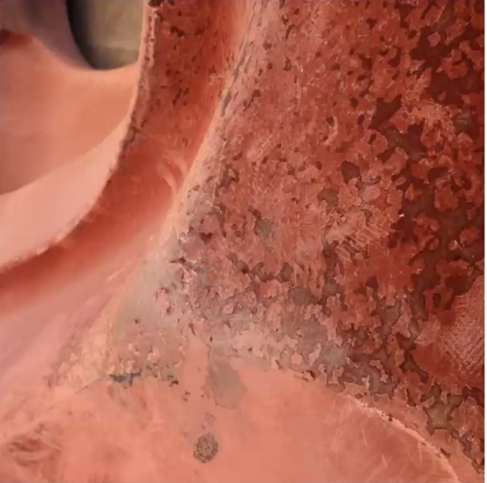
Oxide particles from H-class gas turbine
The Solution
HVTS is presented as a preventative “stop-at-the-source” measure. The process applies a non-diffusion, mechanically bonded superalloy cladding at 250–500 µm thickness (10–20 mil) to low-chrome steel surfaces susceptible to oxidation. Adhesion strength typically exceeds 60 MPa, with OEM lab, thermal-cycle and third-party testing completed. As Duvekot explains, “The more area cladded, the less debris travels in the machine.”
Flaking or spalling debris from unprotected low-chrome surfaces travels downstream causing premature wear and plugging
Field application method

HVTS process executed in the field within 6-10 days
IGS designs masking and isolation tailored to each frame type, enabling cladding during HGP or major outages with the rotor in or out. Surface prep uses tightly controlled abrasive blasting to achieve cleanliness and anchor profile, followed by spray application in upper- and lower-half configurations under strict FME controls. Typical on-site scope duration is about one week per unit. Thickness is tracked post-service with eddy-current magnetic liftoff mapping because the cladding is non-ferrous.
Components addressed
Common gas-turbine targets include compressor discharge casings, vane carriers, diffusers and air splitters; the approach extends to torque-tube covers, rotor discs and selected turbine-side components with alternate material sets. Outside the engine, condensers, steam-turbine casings, piping and fuel-gas heaters are also candidates.
Results and fleet experience
IGS reports more than four years of runtime on the longest-running H-class application, with adoption by multiple users as a permanent upgrade viewed as life-of-machine. The key operational value is eliminating debris generation rather than attempting to trap or divert it downstream.
In the follow-on Q&A, discussion focused on surface prep, access with rotors in place, material choices, transitions, atmospheric controls, maintenance intervals, costs, and broader outage-repair options, highlighted below.
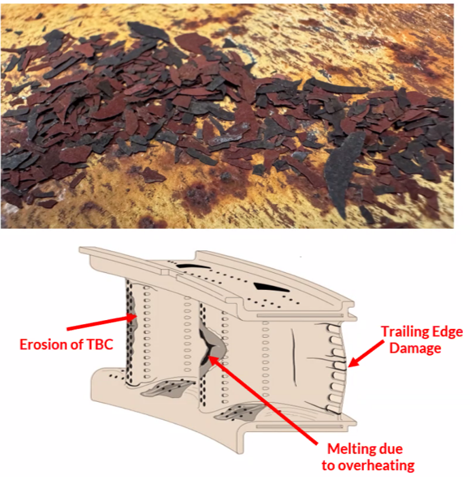
Iron-oxide debris attacks rotating and stationary HGP components
- Condenser and wet-side service
Condensers face moisture-driven corrosion rather than high-temperature oxidation. IGS deploys lower-demand HVTS alloys and other corrosion-resistant materials from a ~100-alloy library. HVTS has proven effective against wet-steam impingement and erosion by eliminating or sharply reducing metal loss.
- Surface prep and lower-half access
Prep relies on controlled abrasive blasting to specified cleanliness and anchor profile. For large frames, in-situ lower-half application is feasible even with the rotor installed, using extensive masking and isolation. Tight-clearance features, including blade-tip interfaces, are excluded; abradables may be used there.
- Clearances and fit-up
No assembly or disassembly issues are reported when plans avoid machined mating interfaces. Masking is critical to prevent cladding where it is not desired; claddings are placed on cast areas or non-mating machined surfaces.
- Steam-turbine erosion and titanium
IGS does spray materials containing titanium, but does not currently coat titanium LP blades with HVTS. Candidate cases can be evaluated through the Richmond lab’s wet-steam erosion rigs to screen solutions and accelerate selection.
- Edge design and transitions.
-
Cladding edges use tapered terminations from full thickness to zero, preventing stress concentrations. On inspection, oxidation often stops at the cladding edge, confirming the barrier effect.
- No post-heat treat.
Unlike slurry/diffusion systems, HVTS requires no bake-out or post-weld heat treatment. Metallic splats solidify on impact; claddings are service-ready after completion and inspection.
- Application window and environment
Ambient conditions influence oxide formation on uncoated steels in service. During application, IGS controls humidity and can dry the work area; HVTS has a broad window compared to liquid coatings, so full air-conditioning of the unit is seldom necessary.
- Process portfolio and field limits
IGS has not performed field diffusion or TBCs to date but is investigating field-applied TBCs. The broader toolkit includes HVOF, HVAF, and plasma, selected case by case for outage repairs.
- Piping and FAC
HVTS is applied inside piping to address corrosion and flow-accelerated corrosion, using ROVs and automation within geometric limits. It is proven on nuclear steam piping to preserve wall thickness by preventing persistent oxide stripping.
- OEMs and fleet coverage
Details are confidential, but solutions exist across major OEMs and G-class equipment. Rollout began on advanced frames and has broadened fleet-wide; scopes remain site-specific.
- Maintenance and cost
On casings and large castings, HVTS is treated as a long-term upgrade without a defined rework mechanism; erosive services may align with planned outages.
As compressor temperatures rise in advanced-class-frame gas turbines, oxide generation in low-chrome internals intensifies. Field-applied HVTS offers a practical outage-window intervention to harden susceptible surfaces, protect cooling integrity and reduce downstream risk to hot-gas-path hardware.

Explore EMS
More Editorial
Directory
This website is owned and operated by: MSL Media Limited
Co. Number: 05359182
© 2005 MSL Media Ltd. All rights reserved. E&OE