Boilers & Burners - Statistics
Packaged plant rooms: efficiency, reliability, and long-term performance
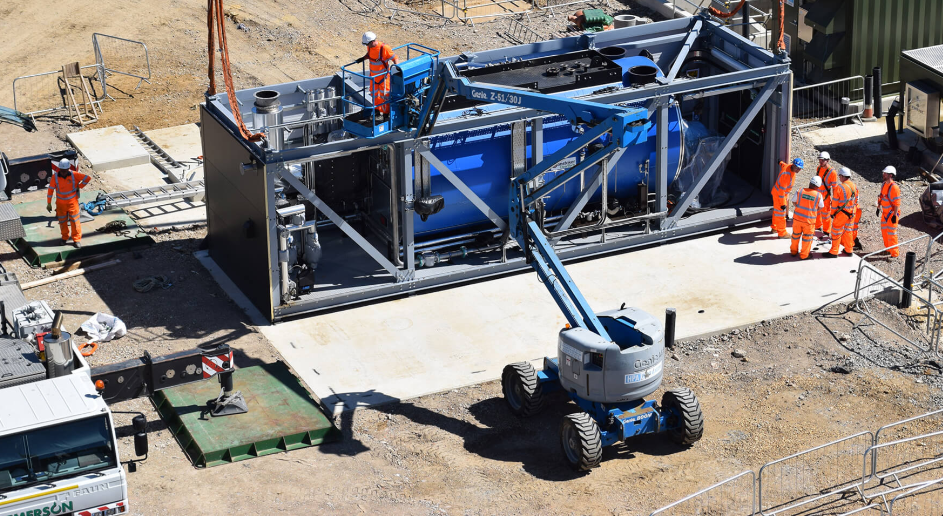
Packaged plant rooms provide a compact, factory-built solution for housing complete boiler and burner systems. Designed for rapid installation and minimal on-site disruption, these prefabricated systems arrive fully assembled, pre-wired, and pre-tested to rigorous quality standards. Each unit integrates industrial boilers, industrial burners, pumps, controls, and ancillary equipment within a weatherproof steel enclosure, ensuring robust performance and long service life in demanding environments.
By consolidating critical plant components into a single, purpose-engineered module, packaged plant rooms eliminate the complexity of multi-contractor installations. Dunphy’s engineering team custom-designs each system to meet specific output, fuel, and space requirements, offering configurations that range from single-boiler installations to large multi-megawatt systems. This precision engineering ensures consistent efficiency and compliance with current emission and safety standards.
Ease of installation and operation
A key advantage of the packaged plant room lies in its speed of deployment. Delivered as a fully commissioned unit, it can be positioned and connected within hours, reducing on-site construction time and associated costs. All internal pipework and wiring are factory-tested before dispatch, enabling clients to achieve immediate operational readiness with minimal commissioning effort. The result is a clean, controlled installation process that minimises risk and maximises reliability from day one.
Maintenance and lifecycle performance
Proper maintenance is essential to sustaining performance and compliance across the lifespan of a packaged plant room. Dunphy recommends a structured service schedule that includes routine inspection, combustion analysis, calibration of control systems, and replacement of consumable components. Regular maintenance ensures optimal efficiency, prevents unplanned downtime, and extends equipment life.
Remote monitoring and diagnostic technologies further enhance maintenance capability, allowing engineers to identify potential issues before they escalate. Dunphy’s service teams provide rapid support, using original components and certified procedures to maintain system integrity and warranty coverage. This proactive approach safeguards operational continuity and energy efficiency across the installation’s lifetime.
A sustainable investment
In addition to operational efficiency, packaged plant rooms are built with sustainability in mind. Each unit is designed to maximise energy recovery and minimise emissions, aligning with current decarbonisation targets and future regulatory standards. When combined with Dunphy’s low-NOx burners and digital combustion control systems, the result is a high-performance, low-impact energy solution that delivers measurable environmental and economic benefits.
Final thoughts
Packaged plant rooms represent the optimal balance between engineering precision, operational reliability, and environmental responsibility. Supported by Dunphy’s comprehensive maintenance expertise, they provide an enduring, efficient, and compliant solution for modern energy management across industrial, commercial, and institutional applications.

Explore EMS
More Editorial
Directory
This website is owned and operated by: MSL Media Limited
Co. Number: 05359182
© 2005 MSL Media Ltd. All rights reserved. E&OE