 The art of maintaining assets has been around for many years, whether it was the ancient farmer cleaning the weeds out of his field to get a better crop, or the hunter checking his bow and sharpening his arrows.
The art of maintaining assets has been around for many years, whether it was the ancient farmer cleaning the weeds out of his field to get a better crop, or the hunter checking his bow and sharpening his arrows.
This art has continued to flourish, and over time a degree of specialisation started happening, and the first of the trades such as blacksmiths started to appear in our society. Then along came the industrial revolution making our tools more mechanised, as well as promoting the specialisation of the trades, and the first of the maintenance trades were initiated. These early maintenance artisans were focused on keeping the equipment running as best they could, with their focus on repairing the equipment when it broke down and in some cases making minor improvements to the equipment.
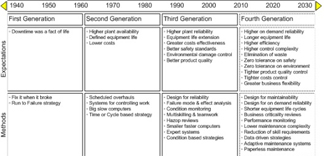
This was effectively the start of the first generation of maintenance, where equipment was run to failure, and downtime was a fact of life. In most instances the equipment was solidly built and invariably very slow running, and because of this it could withstand a huge amount of punishment, making breakdown maintenance the most cost effective maintenance practice. In addition to this, a scarcity of trained artisans, and the low level of education meant that there was no real way of supporting any improvements to the way maintenance was carried out. People could easily understand why equipment needed fixing when it was broken, and it was difficult for them to comprehend any other form of maintenance, hence the old adage of “Why fix it when it isn't broken?”
Over time with the introduction of newer design technologies, the equipment and processes started to become bigger, faster and in many cases, better. As part of these newer designs, the equipment was also being designed for a finite life, and key components were identified as replacement or consumable components. The impact of this was immediately felt by the maintenance engineers1 and artisans, and they started introducing the concept of planned shutdown periods when these consumable parts were replaced. These planned shutdowns did not necessarily eliminate breakdowns, but engineers started finding that by replacing the key components the number of breakdowns was reduced.
This was the introduction of the second generation of maintenance, and equipment started to be maintained on fixed frequencies. Over time this was enhanced further when engineers identified wearing parts that deteriorated in proportion to the usage of the equipment, and cycle based maintenance was added to the strategies the maintenance engineers adopted. These planned outages and component replacement activities also drove a higher expectation and skill level into the maintenance environment, and the development of formal trade training became the norm throughout the industrial world.
Over time these planned outages started becoming an unwanted focus of attention as their costs spiralled outside of the budgets. Financial questions were being raised about what parts actually needed to be replaced and the frequencies of these shutdowns / turnarounds. As a result of this the maintenance intervals were being stretched and in most instances the maintenance engineers were being forced into reusing or repairing the wearing parts during these turnarounds, introducing a new level of risk and increasing the potential for breakdowns. This drove maintenance engineers into finding innovative ways of identifying failures before they had actually caused any downtime, allowing them to plan for the event and replace the components when it suited the operational teams best.
So the third generation of maintenance was upon us, with the engineering specialists expounding the virtues of condition monitoring as the solution to all maintenance problems. Maintenance engineers looked at all possible areas where we could adopt and adapt technology to help identify the onset of failure. We started with replacing our primary senses (look, listen and feel) with technology, introducing several new fields, for example:
- Vibration Analysis, which started off with us designing probes to convert vibration into electronic signals. This led to us to trying to understand the nature of vibration, and developed into a technology that improved our understanding of Rotor Dynamics and Harmonic principles
- Wear Particle Analysis, which started off with us trying to understand the nature of contaminants in oil, and developed into the world of Tribology where we study interacting surfaces in relative motion, including lubrication, lubricating oils and greases, contact mechanics, friction, wear, surface damage, surface modifications and coatings
- Thermography, which started as us trying to identify abnormal heat generating sources with temperature probes, which moved on to infrared temperature sensors, and finally drove the cost of infrared cameras down low enough to be a cost effective technology that could be commonly adopted
- Several other testing methods were also developed, such as Ultrasound analysis and electrical Power analysis, as well as other NDT methods such as material thickness testing.
However this new wave of condition monitoring technologies brought with it a huge level of specialisation, and people needed to be trained in the use of the equipment and (especially) how to interpret the results. I personally know of several instances where equipment was brought off line due to overzealous analysts not being able to interpret the results accurately, and raising the alarm bells too soon. Another risk to this new generation was that it did not have the ability to identify hidden defects. These defects were in most cases related to the safety systems installed on the equipment or system we maintain, and only become active to prevent catastrophic damage, such as trip mechanisms and relief valve settings.
In reality these three generations of maintenance need to co-exist in a well-balanced maintenance plan, where we define the first generation as a Run to Failure (RTF) strategy, the second generation as a defined time or cycle based strategy, and the third generation as a Condition based strategy. For example:
- Lighting in an office block is usually managed in the first generation or a RTF strategy, with staff reporting lights that are not working or a frequent inspection results in the replacement of failed light bulbs
- Lighting in a production environment where light levels are very important, could be subject to the second generation maintenance or a time based replacement strategy (batch replacement) based on calculations of diminishing light levels due to the age of the bulbs
- Lighting in a highly complex environment could be subject to a third generation maintenance environment or condition based maintenance strategy, which would trigger the standby lighting to be brought on line and a maintenance request to replace the failed bulb.
All three of these generations of maintenance or maintenance strategies should be applied in all maintenance environments based on the criticality of the equipment being maintained, at any point in time.
So where to from here? I believe we are on the cusp of another evolutionary generation of maintenance that will be driven by the information technology at our disposal.
From Third to Fourth Generation Maintenance – The Drivers
External Factors:
At the same time as the 'third generation' maintenance is gaining ground, several major changes in the external environment are beginning to affect the maintenance world. With further changes taking place currently, and at increasing speed, the impact of all these changes present an increasing challenge to maintenance professionals today. These external factors include:
People:
- The baby-boom generation is retiring, draining a wealth of experience from the maintenance environment, leaving a potential skills shortage that can only be made up by formal and hands-on training
- A huge number of the formal apprentice schemes throughout the western world have closed, in favour of university educations. Unfortunately these graduates usually have less practical experience than people going through apprentice training and as a result a lot of the manual skills are being lost. Over the next 15 to 20 years these formally trained artisans will be retiring taking with them the manual skills they were taught
- The younger generation are also less inclined to get their hands dirty, preferring to apply their skills in managerial roles, partly to do with the loss in prestige of being a skilled artisan or maintenance engineer, when everyone is an engineer whether they have a qualification or not
- Due to affluence and changing technology, we have lost the breeding ground most of my generation of engineers had. None of us could afford to pay someone to service and tune our cars, so we did it ourselves. This fostered a number of generations of engineers and artisans who were driven by the desire to try and understand how things worked, and tried to get them to work better.
- Information technology has developed in leaps and bounds over the last few years, so much so that many of the older generation of maintenance engineers would never have seen or worked on computers in their youth, but cannot do without them in their work life now
- The internet has become a way of life for many people in the western world, with information almost freely available. Twenty years ago we would have been privileged to have an encyclopaedia in our homes, and when we needed to do research we would go to the library to find the information we needed. Nowadays we can go online and find a wealth of information at our fingertips through a search on the internet
- Not only has the information become freely available, our means of accessing this information has also become portable. We can access information from virtually anywhere in the developed nations on our mobile phones
- With the explosion of this information age, companies are spending more time understanding the demographics of your and my individual preferences, by monitoring what we spend our money on, where we browse the web and any other form of electronic data they can extract in order to target advertising to us as individuals.
- Due to the advances in materials technology and our understanding of fundamental design parameters, we have been able to develop equipment that is smaller and lighter with higher throughput and performance characteristics. This means that in many cases the equipment is running closer to the edge of its ability. This places a higher demand on artisans to work to closer tolerances, as well as understanding the impact of not working to the correct tolerances in terms of performance and cost
- Modern equipment designs frequently have integrated IT components, adding complexity, but also resulting in huge advances in control. This has led to a whole new maintenance skill set being added to industry within the space of 15 years - the IT Technician responsible for keeping IT systems and networks running
- Equipment and how equipment is integrated has also become more intelligent, with error logs and operational information almost being universally available. In most instances this information is ignored, yet it provides a vast wealth of information that can be used to understand and trend the performance of the system as well as providing statistical information about the system failures.
Growing Expectations:
While we can see and understand that the environment around us is changing, we also need to align ourselves to adapt with the changing environment, or we run the risk of becoming obsolete ourselves. Even with these changes in our environment, the business drivers and expectations will not diminish; in fact they will increase even further placing more pressure on us as maintenance professionals to meet and exceed the expectations of business and operations. Here are a few ideas on how expectations are going to increase:
- System owners are requiring higher on-demand reliability and performance from their equipment, in the sense that 100% availability with zero demand is a waste of energy
- Equipment and component development is taking place at a faster pace and this pace will continue to increase, which will lead to component obsolescence occurring faster than ever before. We need to learn how to balance this against the expectation that systems have longer productive lives
- Efficiency demands are being driven up, in terms of both system performance and in spares stock holding
- With the reduction in the cost of IT and control systems, equipment and system complexity is increasing and more functionality is being built. As this control complexity increases so the level of expertise required to maintain systems increases and diverges further
- The elimination of waste of all kinds is a huge driver in the current business environment. This includes waste in terms of personnel (are all personnel being fully utilised?), processes (are they all clearly defined and focused?), and equipment/systems (are they performing at an optimal rate?)
- The overall drive to improve safety has been increasing steadily over the last 15 years, and with recent changes in legislation, this will become even more important to senior executives. The overall driver will be a zero tolerance on meeting all safety requirements
- Concern for the environment has and will become far more stringent over the next few years, with one of the key drivers being our carbon footprint. Companies will also start adopting a zero tolerance on meeting environmental regulations
- We have seen a huge drive to ensure tighter quality control on products, and we will see this drive continue
- Cost control has and always will be a serious driver in business, and we will see even tighter costs controls being applied to the maintenance environment as we try to prolong equipment life and reduce operating costs through efficiency improvements
- Businesses have learned to their detriment that they need to remain flexible, and business models and environments will continue to change rapidly. Maintenance teams need to be increasingly flexible with their maintenance plans in order to respond to the changing needs of the business
From Third to Fourth Generation Maintenance – Managing the Transition
Methods to start matching expectations
Maintenance and the development of maintenance practices has been an evolutionary process thus far, and will continue to be so for the foreseeable future. Our environment is changing and it will no longer be sufficient to deliver only first, second, or third-generation maintenance solutions; we need to find better ways of delivering our services and expertise. An important part of this is to find better ways of gathering and sharing data that will drive the fourth generation of maintenance:
- Worst Case Scenario Planning: We need to look at the equipment and systems we maintain, and ensure that we can maintain them in terms of access. Systems are not always designed for maintainability, implying we need to drive the culture of maintainability into the business
- Zero-Demand Flexibility: Equipment and systems should be designed for on-demand reliability, where we should not need to leave them running to guarantee they work when we need them. We expect it from our cars, why not from the systems we maintain?
- Obsolescence Management and Upgrade Preparation: We are experiencing shorter component life cycles, where designs are being updated faster than we can keep pace. We need to find better ways of keeping ourselves informed of impending obsolescence as well as knowing the impact on our system should we chose to upgrade to the new designs
- Business Criticality Alignment: We need to gain a better understanding of the business drivers that should affect the way in which we maintain our equipment. We need to develop systems that cater for business criticality reviews, and use this information to drive the application of our maintenance strategies
- Performance Monitoring: We need to go beyond availability monitoring, and move towards performance monitoring, where we monitor the efficiency of the equipment and systems we maintain, and use these efficiencies to drive system enhancements and upgrades to our maintenance strategies
- Maintenance Reductionism: We need to look at all of the maintenance tasks we perform, and look at how we can find ways of simplifying what we do, without being over-simplistic. By finding robust ways of lowering the maintenance complexity we are reducing the time we take to repair or replace components – therefore providing a more cost-effective overall service
- Skills-Managed Maintenance Design: We know we are heading for a technical skills shortage, and to counter this we need to find ways of lowering the maintenance complexity of our equipment and systems. This will help us to minimise the number of highly paid experts and contractors we may need to support the business
- Automated Data-Led Analysis and Solutions: We need to find ways of gathering data from our equipment and systems and use this data to help us gain a better understanding of where we can focus our attention. This data gathering should be automated as much as possible, and the information needs to help us drive the improvement of our maintenance strategies (for more information on SML data gathering and analysis software, click here)
- Adaptive Maintenance Strategies: We all know that the easiest way to perform maintenance is to establish a set maintenance regime, and apply these activities into the future. The problem with this is that it does not cater for changes in our environment and the business environment. We need to have more adaptive maintenance systems that allow us to modify and adapt our maintenance according to the business drivers
- Automated Tracking and Reporting: We need to drive the maintenance teams to a paperless environment, where all check sheets and maintenance instructions are available on portable devices. We also need to use these devices to manage the deployment of response personnel to operational disturbances, and use this to generate useful feedback from the findings
- Statistically-Based Inspection Frequencies: The role of maintenance engineers and their team of artisans are focused on keeping the equipment they maintain fully operational to supply an on-demand service. This invariably relies on them applying various generations of maintenance and performing many repetitive inspections, in the hope that they identify the early onset of a failure. These repetitive inspections are usually based on a notional estimate of the time it takes to identify the onset of failure until the component needs to be replaced or repaired. What is missing from this equation is the concept of average life and the associated risk of failure. Let us take a motor for example:
Say we install a new motor, and we ensure it is correctly commissioned, and anticipate an effective operational life of around 10 years in that environment.
Our maintenance strategy is to perform a two weekly inspection of the motor that lasts around 5 minutes, and we estimate a PF curve or FDP of around 4 weeks. Effectively we will visit this motor 260 times, spending 21 hours and 40 minutes during its estimated life at the motor.
If we know that statistically speaking the likelihood of failure in the first 3 months is around 5%, followed by 1% every three months thereafter for the next 8 years after which it deteriorates again, we can now review the strategy based on the likelihood of failure and therefore the risk:- During the first three months apply the same strategy of two weekly inspections
- During the next 8 years decrease the inspection frequency to four weekly (or even more) as the likelihood of failure is 1/5th of the first three months
- Over the remaining estimated life apply the two weekly inspection frequency
Effectively with this strategy we will visit this motor 156 times, spending 13 hours during its estimated life at the motor. Ultimately this is a reduction of 40% of the overall manpower requirement with a negligible increase in risk.
To adopt this risk-based approach safely the industry needs to improve its component-based failure data, and in order to do this, we need to:
- Develop a standardised failure classification system focused on components which is applied on all participating sites
- Develop loading and environmental factors to modify the life statistics, to accommodate the fact that components are not always installed in identical applications
- Develop a methodology that allows us to harvest this information automatically from all participating sites
- Use this data to develop risk-based maintenance strategies for equipment, allowing participating sites to adopt these strategies.
With equipment and systems becoming more complex, we need also to balance this complexity against the backdrop of the shift in skills base. In terms of the mechanical designs, we need to simplify maintenance tasks, allowing engineering training to focus more on component replacement. And, at the same time, we need to focus on making control systems sophisticated enough to report on the status of the components they control and to identify when they are operating outside of their parameters.
Conclusion
Maintenance professionals over the next few years will be driven to make even greater use of technology in order to respond to expectations and to harvest the returns in efficiency that are possible using the data that technology can provide. But the proliferation of these various technology offerings and data-led processes does not, in itself, herald the fourth generation of maintenance. What signals the fourth generation is when:
- The strategic thinking of both maintenance professionals and technology providers fully 'factors in' the external factors and the growing expectations we are currently facing
- The proliferation of technology offerings we now experience becomes more rationalised into logical sets of efficient, strategic, integrated data-led tools.
As the appropriate strategic technology becomes available and the baseline intelligence data we need becomes more globally shared and accessible, the focus of maintenance will start moving from systems to components. Maintenance management systems will become more adaptive to the changing needs of the maintenance environment and more flexible to allow for statistically-driven maintenance strategies. As this shift in intelligence and activity occurs, we will find that the development of appropriate maintenance strategies, even in complex environments, will become much simpler. At SML, we aim to continue to produce leading consultancy advice, maintenance strategy and data technology to enable maintenance teams to initiate, manage and complete their transition to this level of maintenance efficiency.
Malcolm Hide
Senior Consultant
Strategic Maintenance Ltd
This was the start of the differentiation between management who were responsible for determining the maintenance activities and strategies as opposed to the skilled artisans performing the activities. Later the differentiation was more pronounced with engineers having attended a higher level of formal training such as university or polytechnics, while artisans were trained by their peers through formal Apprentice training and by attending trade training centres.
www.strategicmaintenance.co.uk
Malcolm is happy to respond to requests. He can be contacted at:
This email address is being protected from spambots. You need JavaScript enabled to view it.
Tel: +44 (0) 1753 271924
Mobile: +44 (0) 7980 833201
