 Total productive maintenance or TPM is a long establish approach to driving increased competitiveness within manufacturing. It has long been seen as a fundamental component of both the Toyota production system and of lean manufacturing.
Total productive maintenance or TPM is a long establish approach to driving increased competitiveness within manufacturing. It has long been seen as a fundamental component of both the Toyota production system and of lean manufacturing.
TPM is a continuous improvement programme that strives to maximise equipment efficiency by creating the perfect relationship between people, the processes and the equipment. Applied to t
E shop floor it is a common sense approach that provides visibility to all of the six major losses that are the result of poor equipment performance. The six losses are:
- Breakdowns
- Excessive set up and adjustments
- Minor stoppages and idling
- Running at reduced speed
- Quality losses
- Start up losses
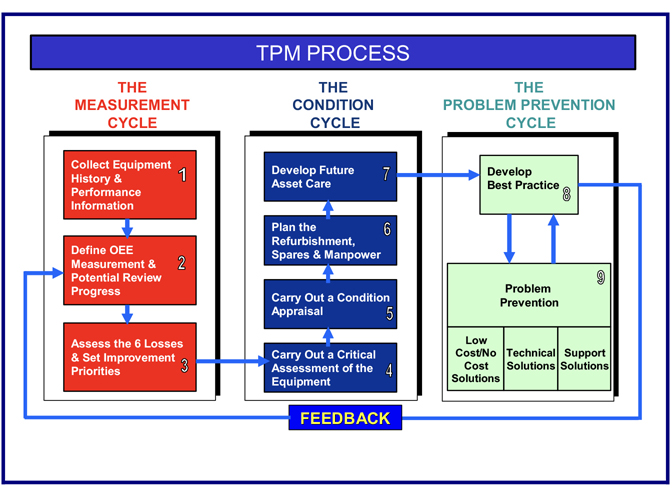 TPM starts by addressing cleanliness and work place organisation. This leads to identifying equipment faults that are eliminated as part of a refurbishment programme. Finally this underpinned by standard practices and operator maintenance routines and problem prevention.
TPM starts by addressing cleanliness and work place organisation. This leads to identifying equipment faults that are eliminated as part of a refurbishment programme. Finally this underpinned by standard practices and operator maintenance routines and problem prevention.
TPM has delivered benefits across a wide range of industries and had been adopted as a change enabler across many organisations. However, it is fair to say that a high proportion of adopter have failed to realise the full range of benefits that a programme such as TPM can deliver. Why should that be? The answer lies in the misguided belief amongst many production managers and staff that TPM is just about passing maintenance activities to production or about tiding up the workplace. TPM is much more than this but then again so is modern maintenance management.
The adoption of TPM is meant to improve plant performance and ownership and yet in many of the organisations we have been involved with the adoption of TPM has led to decreased performance and an increase in the level of breakdowns. This is not a failure of the TPM concept; it is caused by a lack of real understanding of both TPM and the maintenance best practice.
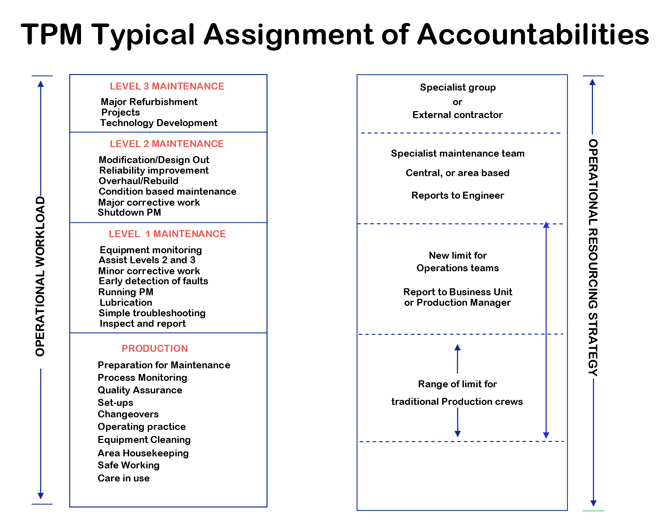
TPM should drive a change in the responsibilities for maintenance. Traditionally production used (and broke) the equipment and maintenance repaired it! But this did not encourage the production team to have any pride or ownership in the plant and it meant that skilled maintenance staff were carrying out often simple activities which did make the best use of the skills and abilities.
The table below shows the range of activities under both a traditional regime and a TPM regime. Under a TPM approach the scope of the work carried out by production staff is increased to include first line maintenance and minor breakdowns. Since this usually accounts for a significant proportion of both mechanic time and plant stoppage time moving these tasks to production teams both improves the response time to problems and frees up mechanic time to concentrate on more specialist tasks.
 Whilst simply transferring maintenance tasks to production may improve the response to breakdowns and plant ownership, it will not improve the reliability of the plant which is the key driver in delivering long term improvements in plant performance. There are several aspects relating to increasing equipment reliability and this starts with selecting the correct maintenance approach. This can defined using a Reliability centered maintenance or FMECA approach (Failure, Modes, Effects and Criticality analysis).
Whilst simply transferring maintenance tasks to production may improve the response to breakdowns and plant ownership, it will not improve the reliability of the plant which is the key driver in delivering long term improvements in plant performance. There are several aspects relating to increasing equipment reliability and this starts with selecting the correct maintenance approach. This can defined using a Reliability centered maintenance or FMECA approach (Failure, Modes, Effects and Criticality analysis).
Once the correct maintenance approach is applied an improvement process in which data is routinely collected and analyzed to drive and sustain reliability improvements is established. This is then enhanced with a failure analysis programme in which re-occurring problems are further analysed to establish their root cause. Once this root cause is established the right corrective action can be implemented.
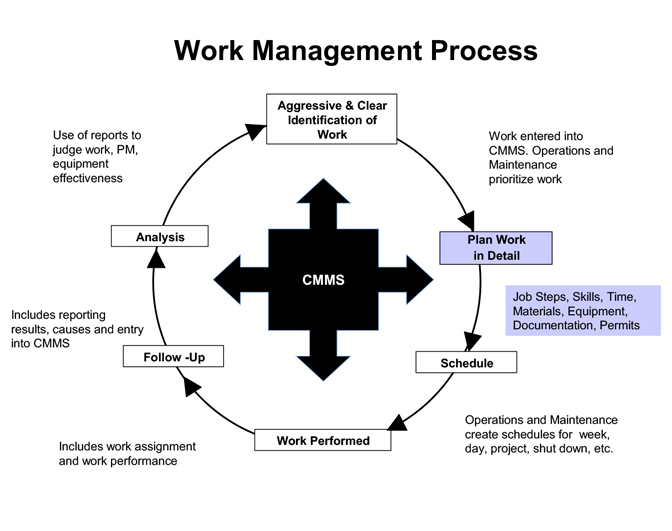
This maintenance approach is supported by a work planning and scheduling process to ensure that all maintenance tasks are tackled in cost effective and efficient manner. This process is detailed below and with the FMECA approach to maintenance task selection forms the basis of maintenance best practice.
 So why is this important within a TPM context and does it link in? True and sustainable improvements in plant performance have to achieve through a reduction in the number of plant breakdowns. Simply changing who does the maintenance will not have any effect on performance, in order to improve performance, we need to change what we do and this includes redefining the maintenance that we do in order to make it more effective. In order to support our TPM approach then we need to have a number of key maintenance management processes in place. These include:
So why is this important within a TPM context and does it link in? True and sustainable improvements in plant performance have to achieve through a reduction in the number of plant breakdowns. Simply changing who does the maintenance will not have any effect on performance, in order to improve performance, we need to change what we do and this includes redefining the maintenance that we do in order to make it more effective. In order to support our TPM approach then we need to have a number of key maintenance management processes in place. These include:
- Total work and cost control – full planning, control and recording of all maintenance activities, budgets based on site needs, production accountable for budgets, full understanding of where costs expended and where savings can be targeted.
- World class overall equipment effectiveness (OEE) – optimisation of the OEE (availability, performance and quality) of individual equipment to maximise production opportunities through world class planning, less and faster set-ups and changeovers, improved availability, higher quality, etc.
- Deliver and support new technologies/plant to meet site objectives – design in and assure high levels of consistent OEE, compliance, etc for new equipment within planned timescales and through life costs.
- Cost-effective maintenance regimes – maintenance tasks that work and are worth doing, effective use of maintenance technology, adoption of equipment standardisation, cost effective equipment replacement and control of impact of change on maintenance regime.
- Reliable and cost effective site services – consistent delivery of services to defined level of performance, quality and availability at lowest through life cost.
- Provision of efficient maintenance management support systems – IT, documentation, tools and computerised maintenance management systems (CMMS) that support efficient delivery of the key maintenance management processes
- Effective spares management – spares management processes that meet the spares needs of the business at lowest cost.
- Skilled and accountable people for delivering all goals – competent staff and contractors that implement the key maintenance management processes through world-class selection, training, development, empowerment and motivation.
- A safe, healthy and compliant work environment – internal and external health, safety and environment risks resulting from or protected by maintenance management systematically identified, evaluated and controlled through formal work processes. Proactive identification and conformance with health, safety and environment legislation. Proactive identification of activities critical to other regulatory requirements (including appropriate level), formal specification of these activities within site QA systems and full conformance with these activities.
However, simply having these best practices in place will not guarantee success there needs to be a commitment to high performance, a shared ownership of both the plant and problems and a ‘can-do’ attitude. In so many organisations we see an incomplete adoption of a tool or technique and a view that it is the panacea to cure all the organisation ills. A single tool is never capable of delivering benefits across the full range of issues and we need to take a holistic approach.
TPM is a useful tool but needs to be supported with concurrent improvements in maintenance approach, organisation and management. If this doesn’t happen then it is highly likely that your TPM approach will falter and only deliver minimal benefits to the business.
Philip A Tugwell BA (Hons) M.Sc MIMC CMC
Senior Consultant
MCP Management Consultants
