IGS today published its first Environmental, Social, and Governance (ESG) report. The report outlines the company’s ESG commitments and the environmental and social impact created by its global operations and innovative products and services.
Rich Crawford, President and CEO at IGS, commented:
“Releasing our first ESG report is a significant milestone for IGS and demonstrates how our operations allow us to not only deliver on our mission to provide innovative and reliable surface solutions for mission-critical equipment but also further our vision to create positive environmental and social impact within our communities around the world.
“In addition to our leading technologies, the IGS Way—our cultural distinctions that have fueled our growth as the global leaders in our industry—resonate well with our ESG vision and will continue to provide a strong foundation to guide our growth and development.”
Highlights from the ESG report includes:
IGS products and services reduce customers’ emissions of NOx by as much as 30% and CO2 by as much as 15%
54% of our global workforce are People of Color (POC)
49% of our employees are located outside of the United States
27% of IGS employees are located in developing countries
75% of career advancement is done from promotions within IGS
Field technicians globally receive an average of 1,000 hours of training in their first year
Maintain ISO 45001:2018 certification and Four-Star safety rating with NOSA
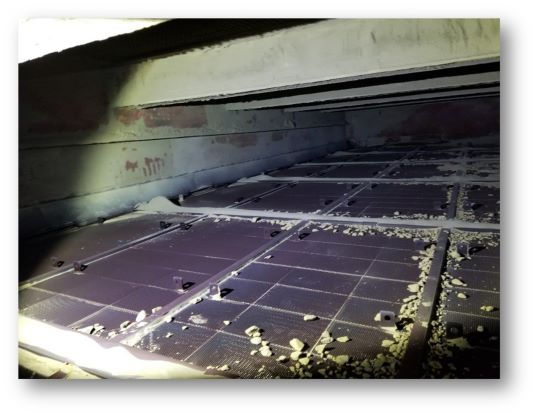
Integrated Global Services (IGS) has recently launched a SMARTGard® CFB Boiler Inspection Drone Service which introduces a blend of advanced drone technology complete with expert boiler inspection knowledge. It offers a comprehensive view of the condition of a boiler, promising enhanced efficiency, reduced costs, and early issue detection.
The service is transforming the landscape of boiler inspections. By leveraging progressive drone technology, the service provides access to every location of the boiler during the cooling-down phase.
A skilled team comprising a certified pilot and a CFB inspection specialist collaborate to operate the drone. Together, they manoeuvre the drone to critical areas of the boiler, offering a detailed examination. Each notable point of interest is meticulously documented with precise location coordinates, along with high-definition images and video footage.
All inspection data and reports are stored in a protected cloud-based portal. This streamlined approach enables easy access, allowing users to review and analyze information at their convenience. Such accessibility facilitates well-informed decisions regarding maintenance, repairs, and overall boiler management.
The SMARTGard® Inspection service provides several advantages, including improved CFB boiler availability. By promptly identifying potential issues and continuously monitoring the boiler's condition, proactive measures can be implemented, minimizing downtime, and maximizing productivity. Additionally, the service significantly reduces costs associated with extensive scaffolding, making SMARTGard® a cost-effective solution for boiler inspections.
Al Geraskin, who developed the SMARTGard® drone program, said: "There are several drone inspection services available on the market, however IGS is currently the only company that has combined its 40-year expertise in boiler reliability with drone technology to not simply fly the drone around the boiler but to focus on critical areas and advise on the best course of action.”
Types of Boilers in the Power Industry and Top Causes of Boiler Corrosion
Why is Boiler Tube Coating Critical? Introduction to HVTS
The Benefits of Boiler Tube Coating
HVTS Boiler Tube Coating Process and Application
Conclusion
Types of Boilers in the Power Industry and Top Causes of Boiler Corrosion
There are several reasons why boilers may suffer from corrosion. The types of boilers that IGS works within the Waste-to-Energy (WtE) and wider power industry, include:
Circulating Fluidized Bed (CFB) Boilers
Pulverized Coal (PC) Fired Boilers
Bubbling Fluidized Bed (BFB) Boilers
Grate Boilers
The main causes of boiler tube corrosion, include:
Corrosive Flue Gases
Power plants produce flue gases which contain corrosive elements such as sulfur dioxide (SO2), sulfur trioxide (SO3), chlorine (Cl2), and hydrogen chloride (HCl). The flue gases react with the exposed surfaces of the boiler tubes which can cause corrosion. Boilers that burn sulfur-containing fuels such as coal or petroleum coke are more likely to have high concentrations of corrosive gases which can accelerate the corrosion process, making it critical to take mitigative action.
Fireside Corrosion
According to EPRI, fireside corrosion, also known as boiler fireside corrosion, is the most common cause of tube failure. It is a type of corrosion that occurs on the external surfaces of boiler components exposed to high-temperature combustion gases. It refers to the corrosion phenomena happening on the side of the boiler that faces the heat source, such as the furnace or flame.
Fireside corrosion can affect various boiler components, including boiler tubes, walls, refractory materials, and other exposed surfaces. It is typically caused by the combination of factors present in the combustion environment and fuel, such as high temperatures, corrosive gases, ash particles, and chemical reactions.
High Temperatures
Power plant boilers operate at high temperatures and pressures. For example, CFB boilers operate between 850oC – 950oC. These high temperatures accelerate the corrosion process and can increase the reactivity between the metal surface and corrosive elements, leading to faster corrosion rates.
Stress Corrosion Cracking
Stress corrosion cracking occurs when a combination of a corrosive environment, tensile stress, and vulnerable material leads to crack initiation and propagation. It can be a significant concern in power plant boilers, particularly in areas where high stresses are present, such as welds or bends.
Deposit Build-ups and Fouling
The accumulation of deposits, such as ash or soot, on the exposed surfaces of boiler tubes acts as a barrier and reduces heat transfer efficiency. The deposits create a localized environment on the tube surface, which increases the chance of corrosion.
Water Chemistry and Flow Issues
Impurities in the water used in a boiler such as dissolved oxygen, chlorides, and sulfates can cause corrosion when they interact with the inner surface of boiler tubes. High alkalinity or acidity levels in the water can also contribute to corrosion.
Furthermore, uneven flow of water and steam within the boiler can cause localized areas of high temperature or stagnant water. This can encourage corrosion and thermal degradation, especially in areas where protective oxide layers have been disrupted.
Poor Tube Material Selection
In some cases, the material chosen for boiler tubes may not be suitable for the operating environment, especially if the conditions are inherently corrosive or if there is a change to the operation, for example, due to fuel availability or diversification. This can lead to premature failure of the tubes. It is important to work with the OEM to ensure the correct materials are chosen for your requirements, taking into consideration fuel composition, operating conditions, and boiler design.
Why is Boiler Tube Coating Critical?
Boiler tube coatings are important for several reasons. They are frequently used by asset owners and managers to prolong the life of boiler tubes and to protect the tubes from high-temperature environments.
Firstly, coatings act as a protective barrier between the tube material and the corrosive boiler operating environment including flue gases, fuel impurities and ash. By preventing corrosive interactions, coatings can significantly extend the life of boiler tubes and upgrading the surface metallurgy of the tubes enables fuel diversification.
Boiler tubes, especially those in CFB boilers, can also experience erosion due to high-velocity fluid flow or the impact of solid particles. A tube coating acts as an additional, hard-wearing layer of base material protection against erosion and helps to maintain the structural integrity of the tubes.
Boiler tube coatings or claddings help to prevent the build-up of fouling. The smooth coating surface prevents fouling adhesion, making it easier to clean during planned maintenance. This also ensures heat transfer efficiency is maintained and overall performance is improved.
Introduction to HVTS
High Velocity Thermal Spray (HVTS) is a proprietary boiler tube cladding solution developed by Integrated Global Services (IGS). Due to its superior corrosion protection properties, it is referred to as a cladding, rather than a coating. HVTS involves the on-site application of a high-alloy corrosion-resistant cladding which produces a coating that consists of flat and tightly packed micro-sized metallic particles.
HVTS provides excellent value and results for improving boiler system reliability and longevity at a fraction of the cost and time of weld overlay.
The Benefits of Boiler Tube Coating
A boiler tube cladding solution, specifically HVTS, has many benefits for power plants. The benefits include:
Corrosion Resistance
HVTS cladding provides excellent protection against corrosion. The dense and tightly bonded coating acts as a protective barrier. This helps extend the lifespan of the boiler tubes, reduces maintenance requirements, and enhances overall boiler reliability.
No Dilution or Heat Affected Zone (HAZ)
Unlike Weld Metal Overlay (WMO), HVTS does not generate a Heat Affected Zone (HAZ) on the pressure parts and does not place residual stresses on the base metal as the temperature of the base metal remains low even without water in the boiler tubes.
Refurbished or Replaced In-situ
HVTS can be reliably refurbished or even replaced in situ without replacing the underlying component. This contrasts with 625 weld-overlaid components which must be replaced at the end of life.
Fast Application
HVTS cladding can be applied relatively quickly, making the process efficient for large-scale industrial applications. The high-velocity spraying technique enables fast coverage of large surface areas, reducing downtime and production interruptions.
Cost-Effective Solution
HVTS and other boiler tube coatings offer a cost-effective solution for extending the service life of components and equipment. By providing corrosion and wear protection, these coatings/ cladding can reduce the frequency of component replacements and maintenance requirements, resulting in cost savings over time.
Environmental Benefits
HVTS coatings can contribute to achieving environmental targets. By improving the durability and longevity of components, they help reduce the consumption of resources and minimize waste generated from frequent replacements. Additionally, HVTS coatings can enhance the energy efficiency of equipment, leading to reduced energy consumption and lower CO2 and NOx emissions.
HVTS Boiler Tube Coating Process and Application
The application of High Velocity Thermal Spray (HVTS) to boiler tubes is always undertaken by trained IGS boiler tube cladding technicians as training and expertise in HVTS application techniques are crucial to achieving high-quality and reliable coatings on boiler tubes.
The application of HVTS involves the following steps:
Surface Preparation
The surfaces of the boiler tubes need to be properly prepared before the application of HVTS cladding. This typically involves cleaning the surfaces to remove contaminants such as rust, scale, oil, or any other substances that could affect the adhesion of the coating. Mechanical methods like grit blasting or wire brushing are sometimes used for surface preparation if required.
Coating Selection
The appropriate HVTS coating material is selected based on the specific requirements of the boiler tubes, such as corrosion resistance, wear resistance, or thermal insulation.
HVTS Equipment Setup
The HVTS equipment, including the spray gun, gas supply system, and control unit, is set up according to stringent IGS guidelines and specifications. The system is calibrated to ensure accurate and consistent application of the coating.
Application of HVTS Coating
The HVTS cladding is applied using a high-velocity thermal spray gun. The gun atomizes a proprietary wire feedstock in a supersonic gas stream, producing a cladding that consists of flat and tightly packed micro-sized particles.
Post-application and Quality Assurance
Quality control measures, such as visual inspection, thickness measurement, and adhesion testing, are conducted to ensure the integrity and effectiveness of the HVTS cladding. Any necessary touch-ups or rework can be performed if required.
Conclusion
As the frequency of operations and fuel variability increases, boiler tube coatings and claddings are vital to improving boiler reliability and performance. The cost and performance benefits of protecting boiler tubes from a range of corrosion mechanisms far outweigh the initial outlay.
Whilst material selection and technology are important, selecting a reliable service provider with a proven track record of operational excellence will ensure that the project runs smoothly and safely.
At IGS, we offer a full range of surface protection solutions for a range of applications and industries. Our team will work with yours to understand every aspect that affects your boiler’s performance and provide a turnkey service that delivers an effective, economical, and safe boiler tube coating solution.
Industrial process heating equipment and solutions specialist Babcock Wanson has completed a turnkey project to supply steam, via its BWD30 fire tube boiler, to cookers at IRC Cucina’s new Trafford Park centralised kitchen.
Working within the Iceland Foods umbrella, IRC Cucina supplies product into a diverse restaurant group. Its newly-established site at Trafford Park, which has benefited from a major investment, is now the UK’s largest centralised kitchen and will enable the company to not only produce high quality, consistent food, but will also allow for future growth.
Babcock Wanson was brought in to the project at an early stage, as IRC Cucina’s General Manager, Robert Lishman explains: “This was a relocation of a complex dual site operation into a larger single site operation, post build. We moved at a pace with this project and started it without an end to end system. Consequently, as we were building the kitchen, our plans changed. With each change Babcock Wanson risk assessed, consulted with the various parties, and adapted to our plans. They were very accommodating. They are our go to supplier. In fact, they are more than a supplier as their specialist knowledge and expertise extends beyond just the equipment and into the legal implications of the processes involved, so we rely heavily on them for compliance.”
The focus of Babcock Wanson’s work at IRC Cucina’s Trafford Park site has been on the sous vide and sauce cooking equipment, which requires large volumes of steam supplied instantaneously. Babcock Wanson’s BWD30 fire tube steam boiler, with its three pass design, readily meets this need, providing high quality dry steam with availability higher than 97%. As you would expect from a Babcock Wanson boiler, it is compliant with all relevant environmental standards and is reliable and robust.
The BWD30 fire tube steam boiler comes with Babcock Wanson’s BW7DAYS unattended boiler operating system, which automatic Total Dissolved Solids Control. It features the unique and innovative NAVinergy remote monitoring system which integrates all the components necessary for the supervision and management of the boiler room. It enables organisations to monitor their boiler room from any device, anywhere in the world. For IRC Cucina, BW7DAYS has proven both cost-effective and reassuring: “with remote monitoring and alerts sent direct to wherever you are, you don’t have to worry about how the boiler is performing” states Robert. “The safety systems in place give you the confidence it is running as it should. It’s really user friendly. It also avoids the need for constant labour of centralised plant, which is a full time resource.”
Babcock Wanson not only provided the BWD30 fire tube steam boiler, but also undertook the full mechanical installation works, completing initial studies, detailed engineering, design appraisal, installation and commissioning. An important part of the system was energy recovery, with Babcock Wanson incorporating a heat exchange plate into the system. The recovered heat is used for office space heating and for hygiene hot water. “Essentially it’s free energy!” states Robert. “Babcock Wanson has saved us tens of thousands of pounds.”
IRC Cucina’s Trafford Park centralised kitchen is now up and running, and to keep everything functioning as it should, a maintenance contract is in place with Babcock Wanson. This was awarded to the company as “no one knows the system better than them! They have the specialist skill set required, plus lots of engineers and a good response time”.
For more information, please contact Babcock Wanson on 020 8953 7111 or This email address is being protected from spambots. You need JavaScript enabled to view it. or go to www.babcock-wanson.com
This article can also be found in the issue below.
Tube Tech, a leading heat transfer recovery solutions provider, recently passed a Contractor Competency (Concom) audit at its European headquarters in Essex, UK, with a score of 95.3%; its highest score to date and up from 87% two years ago.
The audit covers several areas of competency including safety, equipment, competence, health and wellbeing, quality and environment, and subcontractors.
What is Concom?
The Contractor Competency Forum (Concom) was formed in 1999 to develop and maintain high standards for contractors working on the Humber Bank process sites.
Concom conducts audits every two years on contractors who are working on, or clients who are looking to use them on their sites. The audit data is then shared with all client members, so the contractor is covered to work with all clients until the next audit.
Tube Tech Comment
Louise Strutt, HR Manager at Tube Tech, said: “We are very proud of the score we have achieved in our latest Concom audit report. The scheme promotes continual development and makes suggestions for improvements, which we take seriously and endeavour to implement after each audit. I’m pleased that this has been reflected in achieving our highest score to date.”
“We always look to demonstrate our competencies and commitment to high standards which is why our clients trust working with us. The Concom audit provides independent verification of these values. It’s another great achievement for everyone at Tube Tech!”
Why you need help to regularly service your industrial boiler
Because prevention is better than cure!
You can rely on the experience and knowledge that our engineers have gained from many years on the job and as a manufacturer of steam boilers we know how the boilers work from the ground up. Using this important knowledge, not only can we ensure your service exceeds the requirements of your insurance company, but we can also suggest upgrades and fixes that could prevent downtime in the future and improve your efficiency.
Why things go wrong
Industrial boiler maintenance is essential to keep your boiler working safely and at maximum efficiency. Things like rust and scale build up can quickly begin to affect the operation of your boiler and can lead to catastrophic boiler failure.
Unplanned boiler failure will have a significant impact on your workflow and process and can result is costly repairs and loss of revenue. This is why we strongly suggest you ensure your boiler is serviced by the experts with a Byworth Service Contract.
Packages
At Byworth we understand that there is no such thing as a one size fits all solution, which is why we offer different levels of service packages to meet your specific needs and requirements. These range from additional service visits to packages that use our award-winning Unity system to help identify ways you could run your boiler more efficiently saving money on water and fuel. We also offer longer term contracts that give you peace of mind not having to worry about renewals each year and include pre-inspection preparation for your 5-year NDT.
Contact our Team on This email address is being protected from spambots. You need JavaScript enabled to view it. for more information or to discuss the options that will best fit your needs.
this article can also be found in the issue below.
Claimed to be the most radical change to vertical steam boiler design since it first pioneered the vertical tubeless boiler in 1949, Fulton’s VSRT has rocked the steam boiler market since its launch in 2018 to become class-leading and a symbol of efficiency, with many users benefitting from generous savings in gas and water consumption in addition to CO2 and NOX emissions.
At launch, the seven-model VSRT range was available with outputs from 160 to 960 kg/h, but with demand increasing for an energy efficient boiler with larger outputs like those of horizontal reverse-flame steam boilers, Fulton is now expanding the range and introducing two new re-designed VSRT models with outputs of 1565 and 1956 kg/h.
Commenting for Fulton, managing director Carl Knight says: “These new models are ground-breaking for their output range! When you consider the VSRT-100 and VSRT-125 models, there are no truly-efficient tubeless vertical steam boilers in the marketplace with similar output ranges, the VSRT is the only tubeless boiler available with the capability of efficiently producing nearly two tonnes per hour of steam.
“In short, what we are delivering with these new models is much higher output versions without compromising efficiency!”
These new, larger-output VSRT models maintain exceptionally high operating efficiencies (up to 86% gross thermal efficiency compared to approximately 80% from typical boiler designs), which results in lower operating and lifecycle costs and improved return on investment. The latest models also continue to achieve ultra-low NOx emissions of less than 20ppm and 10:1 turndown capability.
The water volume of these latest VSRT models is far greater than equivalent horizontal shell and tube boilers and steam generators, combined with an impressive steam chest volume giving it the ability to react quickly to changes in steam demand. The VSRT still boasts a start-up time of approximately 20 minutes and achieves a 99.75% steam quality, a detail most manufacturers are unwilling to publish.
Like the existing models in the range, the two new models come with the assurance of a 10-year “unparalleled” warranty on the pressure vessel, double that of the industry standard. Additionally, like all Fulton VSRT and electric boilers, they contain no refractory and have no requirement for five-yearly, non-destructive testing, which contributes to reduced lifecycle costs when compared to standard shell and tube boilers.
These advanced, energy-saving and environmentally-beneficial features are standard across the now expanded VSRT range. Compared to equivalent vertical tubeless steam boilers, the VSRT is a more durable, and in many cases, compact boiler that is energy-efficient, produces an increased volume of higher quality steam, is easy to maintain and backed by an unparalleled warranty. Additionally, the VSRT complies with the City of London Air Quality Strategy and MCPD regulations, is constructed to BS EN 12953 and UKCA/CE marked to PED.
For further information on the new Classic steam boiler, visit www.fulton.co.uk, email This email address is being protected from spambots. You need JavaScript enabled to view it. or call +44 (0)117 972 3322.
This article can also be found in the issue below.
The Environmental Protection Agency (EPA) has been ramping up efforts to enhance air quality nationwide, resulting in stricter emission regulations that pose challenges for Electric Generating Units (EGUs) and non-EGUs alike. With the recent implementation of the Good Neighbor Plan (GNP) aimed at reducing nitrogen oxide (NOx) emissions from power plants and industrial facilities, the EPA is determined to curb air pollution spreading to downwind states and maintain the National Ambient Air Quality Standards (NAAQS). This plan, working in conjunction with the Cross-State Air Pollution Rule (CSARP), applies to 23 states and encompasses various industries, from utility and power companies to cement kilns, agrochemical facilities, and petrochemical plants.
Navigating these evolving regulations has left many utility and power companies uncertain about their ability to comply. Integrated Global Services (IGS), in collaboration with industry experts, has stepped in to develop an actionable plan and assist plants in meeting emission standards.
Selective Catalytic Reduction (SCR) reactors play a crucial role in reducing NOx emissions, but fouling and poor flow can significantly impair their performance, preventing facilities from reliably meeting the requirements of the Good Neighbor Plan. To address these challenges, IGS has worked closely with plant owners and operators to leverage cutting-edge technologies from their toolbox, including large particle ash screens, online air cannon cleaning systems, acoustic cleaning systems, CatFlow screens, ammonia mixing/distribution systems, fine particle filtration screens, and Hot-tek field services.
By combining these advanced solutions and targeting the specific causes of SCR fouling and derates, IGS engineers comprehensively clean SCR systems to restore performance levels to 95%, or better, of their design rates. In 2022 alone, IGS' improvements to SCR reactors resulted in a remarkable reduction of 17,589 tons of NOx emissions.
With proper SCR designs by original equipment manufacturers (OEMs) and the implementation of suitable online cleaning systems provided by IGS and its partners, cost-effective strategies have emerged to meet the new EPA standards and ensure SCRs operate at full capacity. The days of cutting corners are over, as cleaning tactics once considered inconsequential now play a critical role in achieving emission goals. Modern mitigation techniques have proven their efficacy, necessitating their application to systems with significant issues and those that have previously encountered minor problems. By embracing the most effective SCR technologies available, plants can stay ahead of the ever-changing demands of our dynamic world.
IGS is at the forefront of the industry, leading the charge to fulfil EPA standards while enabling reliable and efficient operations. As the landscape continues to evolve, IGS remains dedicated to pushing the boundaries of SCR performance and assisting plants nationwide in achieving compliance and emission reductions.
In the pursuit of clean and sustainable energy solutions, the energy industry is constantly striving to develop more efficient methods to generate renewable fuels. Integrated Global Services (IGS) has played a pivotal role in this endeavor, partnering with a facility that runs a Steam Methane Reformer (SMR) —a prevalent unit in the petrochemical industry—on the United States West Coast. The plant was struggling with inadequate Selective Catalytic Reduction (SCR) performance, severely hampering its ability to comply with NOx emission regulations, and significantly reducing production rates.
The facility experienced a range of issues, including high system pressure drops, insufficient ammonia mixing, and poor NOx removal. These challenges were primarily attributed to SCR fouling, a widespread problem affecting ageing plants across the nation. SCR fouling occurs when fibrous particles obstruct the SCR catalyst, impeding flow and causing pressure drops. If left unaddressed, the problem worsens over time, impacting production rates, catalyst lifespan, and compliance with Environmental Protection Agency (EPA) standards.
It is crucial to recognize that SCR fouling is not a matter of ‘if’ but ‘when’, as all refractory materials degrade over time. Failure to mitigate SCR fouling leads to reduced production rates, increased NOx emissions, ammonia slip, and unplanned outages, resulting in significant financial and operational burdens for plants. SCR performance levels can plummet by up to 50% in many cases, coupled with catalyst lifespan reductions and potential violations of EPA emissions standards. Clearly, SCR fouling is a serious concern that demands proactive measures by plants.
IGS tackled the challenges faced by the West Coast methane reformer plant by implementing a comprehensive suite of solutions, including online cleaning systems, fine particle filtration screens, and ammonia mixing systems. Instead of relying on a single solution, IGS employed a multi-faceted approach that effectively resolved the plant's issues. This approach proved to be a game-changer, as it saved the facility from more than $1 million per day in losses due to unplanned outages and operational derates.
The remarkable results achieved through IGS' cleaning systems demonstrated a significant reduction in SCR fouling and a noteworthy decrease in NOx emissions. As market demands and environmental restrictions continue to evolve, IGS has solidified its position as an industry leader in optimizing and enhancing SCR performance. By leveraging advanced technologies and innovative strategies, IGS empowers plants to produce renewable fuels efficiently while meeting stringent regulatory requirements.
In the ongoing battle to reduce hazardous nitrogen oxide (NOx) emissions, Integrated Global Services (IGS) has provided invaluable assistance to a utility plant, contributing to the nationwide effort to comply with the increasingly stringent emission regulations set forth by the Environmental Protection Agency (EPA).
95% Clean SCR Guaranteed
Through the implementation of IGS' pioneering 95% Clean SCR Guarantee, a 350-megawatt coal-fired plant located in the Midwest (U.S.) has achieved a remarkable reduction in the emission of perilous gases, which pose risks to both human health and the overall ecosystem.
To fully appreciate the significance of these advancements for the plant's selective catalytic reduction (SCR) reactor and similar installations, it is crucial to understand the adverse impacts of NOx. This collection of toxic and highly reactive gas compounds is frequently formed during high-temperature fuel combustion, causing air and water pollution, and contributing to the formation of acid rain and smog, both of which have serious environmental implications.
The Challenge
The Midwest utility plant faced an additional challenge in the form of SCR fouling, which arises from the excessive accumulation and deposition of ash on the catalyst within coal power plants. The plant experienced substantial issues related to fouling, resulting in compromised gas flow and uneven distribution of ash. Left unresolved, these problems progressively worsened over time, leading to a significant build-up on the catalyst.
Failure to address such issues promptly and effectively would result in varying degrees of SCR fouling, leading to reduced deNOx efficiency, production limitations, and potentially requiring unplanned shutdowns for resolution. The ensuing consequences would exact a heavy toll on both time and financial resources, with SCR performance levels plummeting by more than 60% in several cases. Moreover, catalyst lifespan would be severely impacted, and failure to address these concerns promptly could result in non-compliance with environmental regulations.
The Solution
Fortunately, IGS has devised a tailored SCR solution that tackles the root causes of fouling, restoring optimal distribution within the SCR and effectively eliminating NOx. For the Midwest utility plant, the IGS solution implementation resulted in a significant annual reduction of approximately 600 tons of NOx emissions. The near elimination of SCR fouling, directly attributed to IGS’ services and equipment, has led to substantial cost savings, and enabled the plant to operate at full capacity while adhering to EPA requirements.
This success story serves as a testament to IGS' unwavering commitment to developing products and systems that rejuvenate installations, bringing them back to their original or improved design capacity. By equipping plants with the necessary tools, IGS ensures compliance with industry standards, enabling SCR reactors and power plants to operate at maximum efficiency.
Conclusion
IGS' 95% Clean SCR Guarantee has yielded remarkable reductions in emission rates at this plant by effectively addressing SCR fouling issues. This case, along with others of its kind, serves as a testament to IGS' pioneering role in meeting EPA regulations while enabling safe and efficient plant operations. As the industry continues its quest for solutions to ever-tightening emission restrictions, IGS and its partners remain steadfast in their commitment to lead the charge, delivering clean, secure, and reliable electricity for the public.
IGS Leads with High Contractor Efficiency for 2022 TAR
A multinational oil & gas operating consortium responsible for the operation of a major oil field in Asia, has acknowledged the outstanding performance of Integrated Global Services (IGS) in a recent work efficiency analysis of 15,000 contractor employees on site for the turnaround (TAR). This evaluation assesses the productivity of subcontractors during their shifts, measuring the actual working time after accounting for breaks and lunch hours.
During a meeting with a representative from the oil company, it was revealed that IGS emerged as the top performer in the 2022 TAR project. Although the exact figure was not disclosed, IGS achieved an impressive efficiency rating of approximately 80%, a remarkable accomplishment within the industry. For comparison, the general mechanical contractor achieved an efficiency rating in the 40% range, not atypical for such a large complex turnaround.
This achievement reflects IGS' unwavering commitment to delivering exceptional results and optimizing work processes. By consistently maximizing productivity, IGS has demonstrated its ability to efficiently carry out tasks and contribute significantly to the success of the plant’s operations.
IGS undertook a substantial scope of work, covering approximately 4,500 square meters across 12 vessels within two14-day turnaround windows. The project required the mobilization of 160 personnel from diverse backgrounds, including Central Asia, North America, Africa, and the Middle East. This international team brought together a wealth of expertise and contributed to the successful execution of the project.
Despite facing challenges during the TAR, such as a 10-day standby period due to delayed equipment delivery from the client, IGS effectively managed to consolidate an already demanding schedule. The company's ability to adapt and overcome such obstacles further demonstrates their resilience and commitment to meeting project objectives.
"This recognition is a testament to the dedication and collective efforts of our multinational team," said Dan Campbell, VP – EMEA, Global O&G at IGS. "We are immensely proud of their commitment and professionalism, which played a vital role in achieving exceptional efficiency."
IGS' exceptional performance in the work efficiency analysis, combined with the successful completion of a challenging scope of work across multiple vessels, highlights their expertise and effectiveness in the oil and gas industry.
As IGS continues to prioritize operational excellence and superior performance, their ability to adapt to dynamic project conditions positions them as a reliable partner for future endeavors.